其高科技为国内知名的注塑机生产商A提供噪声声源定位解决方案,帮助其找出噪声产生的根源并提出改进建议。
项目背景
过大的注塑机噪声不仅影响正常生产,还很容易造成工人听觉损伤,对企业危害较大。因此,注塑机噪声大小是影响用户购买的一个重要因素。注塑机的噪声主要来源于其液压系统和机械部分,面对这些器件众多,结构复杂的部分,如何才能减少甚至消除异响噪声,提高产品品质?
A公司作为国内最大的注塑机生产企业之一,旗下生产的各个品牌注塑机全面覆盖了塑料加工工业的各个领域。为向用户提供更舒适的生产环境,A公司希望其高科技帮忙找到旗下某品牌注塑机噪声过大的原因,并提供解决方案。
解决方案
KeyVES声音照相机快速初步定位
其高科技为A公司提供的方案中,首先采用了KeyVES声音照相机对注塑机整体进行噪声源初步定位,该方式可直观显示出噪声辐射最大的位置和可能部件。
具体操作流程:将KeyVES声音照相机放在远处观察,看到整机最大的噪声处在泵头处,然后将KeyVES声音照相机靠近部件,可以更清晰看到主要噪声源来自进出油管处,尤其是接头和弯曲处。
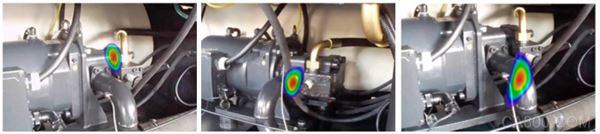
KeyVES声音照相对注塑机噪声源快速定位
SignalPad测试软件精准定位主要噪声源
初步确定主要噪声来源部件之后,其高科技对注塑机的泵头、油管、侧板等周边装置先后做了分析,包括液压压力信号采集及特征分析、噪声测量及特征分析、振动测量及特征分析和频率响应函数测量等一系列测试。
由于注塑机的驱动力来自液压,对压力信号进行特征分析有助于对噪声振动源的定位和理解。首先,通过使用测试软件SignalPad对噪声和振动信号的特征分析,确定了噪声和振动的激励源频率在基频406Hz左右及其谐波部分,然后,通过敲击实验进行频率响应测试,采用力锤分别敲击泵头及其附近的部位:主体框架立柱,油箱侧板,电机下底板、吸油管和出油管(弯头),获取这些部位的主要共振频率。实验测试结果显示共振频率和激励频率接近406Hz的部件是吸油管和出油管(弯头),而这两个地方正是与之前KeyVES声音照相机所定位的噪声源位置一致。因此,可以确定吸油管和出油管(弯头)是该注塑机噪声的主要来源。
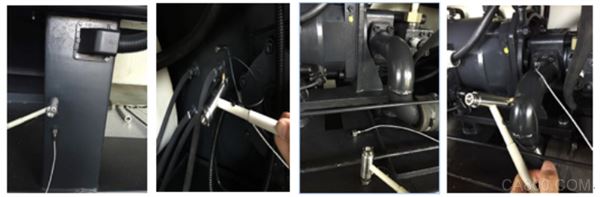
力锤敲击泵头及其附近的部位
改进建议
根据测试所确定的噪声源位置,其高科技为A公司提出了改进意见:需要将油管的共振频率与主要激励源的频率避开,但考虑到转速和泵中的齿轮组无法改变,从而建议对泵附近的进出油管进行修改,可更改材质或者造型等,通过改变油管的主要共振频率,来避开激励源400Hz段的频率。