摘要:本文就阿尔法AS600M主轴伺服驱动系统在自动校平定长剪切生产线的使用进行了探讨及分析,通过生产加工证实AS600M主轴伺服不但在精度和效率上得到了提高,同时使机械结构更加简单,操作更加方便,故障率大大降低。
关键词:主轴伺服驱动器;自动校平;自动定长剪裁
一、概述:
在成卷型材料制造完成后,根据五金加工厂的要求,将卷材校平和裁切成不同长度的板材并打包运输到客户处,由客户再行处理。因此客户要求对制造出来的材料直接进行定长切断和整料,满足市场的需求,在此背景下,设备制造生产商推板材出自动校平剪切机,以适应客户对市场的要求。
二、产品简介:
AS600M主轴伺服驱动器是我公司自主研发,具有完全自主知识产权的高性能伺服驱动器。采用全闭环矢量控制,调速精准,低频力矩大,负载响应能力强,改进的弱磁算法使得在大惯量负载下高速区依然具有快速的加减速能力,能够为您的设备提供高性能的速度和位置伺服功能。其功能强大、操作简单,方便地实现高精度车削、铣、主轴定位、刚性功丝,螺纹切削等功能。在数控车床、加工中心、数控铣床、数控镗床、拉丝机、印刷机械、纺织行业,塑机行业,纸箱包装,木工机械等领域广泛地应用。
产品特性:
★ 调速范围宽
低频力矩大,速度响应宽带400HZ,即能实现低速螺纹切削也能实现6000转以上的精加工。
★ 接口丰富
具有脉冲串和模拟量调速功能,多通道I/O,长线驱动型编码器输入输出,模拟量输出和总线功能。
★ 主轴准停功能
S曲线停准,在大惯量主轴下也能无超调,多位置设定,位置切换轻松自如。
★ 外部指令脉冲输入频率最高500KHZ
★ 应用行业范围广和强大的上位机软件。
三、系统设备结构及工艺流程简介:
1:系统设备结构
机械系统由放料架、粗校平、精校平、定长剪切、收料架组成;其中放料架由6000E-3018G/3022P变频器力矩模式控制,粗校平由6000E-3055G/3075P变频器减速机构拖动板材前进系统,校平机构等,其中板材前进系统由变频器驱动前进,校平由液压系统控制,精校平及定长剪切机构由AS600M-045T3E主轴伺服控制,收料架由6000E-37R5GB/3011P控制,如下图。


2:工艺流程

四、系统调试步骤:
1:系统设备要求:
本次精校平及定长剪裁部分主要使用的是阿尔法AS600M-045T3E系列主轴伺服系统控制,客户要求控制剪裁精度在0.5mm以内(加上机械误差),裁板速度为60米/分,要求主轴伺服具有较高的脉冲位置精确定位功能。
2:主轴伺服调试步骤:
首先,对主轴伺服电机空载试运行步骤, 第一;,正确设置电机参数,额定功率、额定电机、额定电流,然后做电机自学习,最好在电机脱开负载的情况下做动态自学习(PA.09=2H)。第二,正确自学习以后,在速度模式下空载点动运行,观察输出电流、输出电压、转速、运行频率,如没有波动,则运行正常, 进一步在速度模式下,键盘调速及端子控制正反转先由低速到高速运行,确认无误后再安装到机械设备上。
然后,带载运行步骤; 第一:主轴伺服电机安装到设备以后,尝试在速度模式下手动进行带载试运行,如输出电流、输出电压、转速、运行频率等相关参数没有太大波动时,则表示电机运行正常,否则,反之。 第二:速度模式下运行正常,再由脉冲位置模式控制,上位机给定一圈信号后,检查实际滚轮转动的位置,然后,再查看主轴伺服驱动器P6.04参数,如果与运转之前数值保持一致,则说明电机运转及准停位置精确。
最后,加载运行,使用脉冲位置模式低速运行,运转正常则开始,中低速自动定长剪切运行,如果,定长剪裁长度与人机界面设定长度不一致,请检查传动比及机械误差等原因,否则,机械系统生成正常。
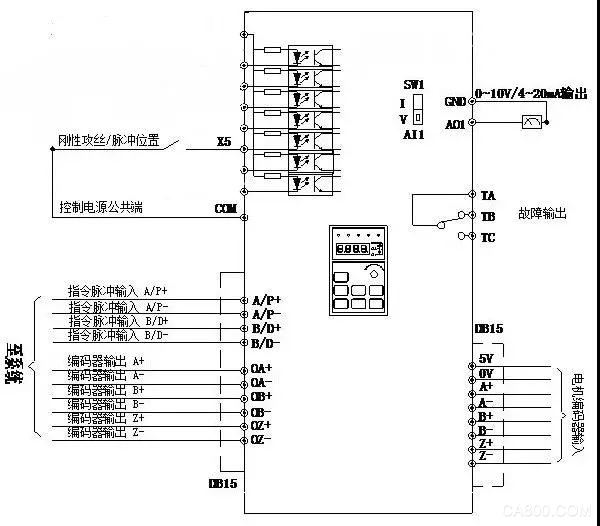
五、主轴伺服接线以及参数设置
1:主轴伺服接线,如下图;
2:主轴伺服参数设置;
|
功能代码
|
设定范围
|
参数名称
|
|
P0.01
|
1
|
闭环矢量控制
|
|
P0.04
|
1
|
脉冲位置控制
|
|
P0.07
|
1
|
端子控制1(STOP键无效)
|
|
P2.44
|
2500
|
编码器脉冲数
|
|
P5.00
|
0
|
方向+脉冲
|
|
P5.06
|
100
|
刚攻(位置)最大频率
|
|
P5.11
|
5
|
电子齿轮比分子
|
|
P5.12
|
1
|
电子齿轮比分母
|
六、结束语:
深圳市阿尔法变频技术有限公司作为国内专业生产变频器的企业一直致力于电气传动与运动控制的研发及生产。此次自动校平剪板机整套系统经过严格测试试验及试用,没有出现任何问题,其控制精度仍在客户要求的0.5毫米之内,表现出阿尔法产品超高的稳定性。客户表示对阿尔法提供的整套解决方案以及阿尔法的服务人员非常满意。此次自动校平剪板机械控制系统的应用成功,表明阿尔法更有实力为客户提供全方位的解决方案,为阿尔法主轴伺服驱动器的全面推广起到了积极的作用。
