刀库是自动换刀系统的重要组成部分,能一次装夹完成多道工序所需刀具,是数控加工中心的关键部件。自动换刀系统大大减小了生产准备时间,同时减小了多次安装刀具造成的定位误差,提高了加工精度,能实现高精高效加工。盘式刀库是目前最广泛采用的刀库形式之一。
一、 概述
钻攻中心是一种切削金属的机床,通常也称为“钻铣攻牙中心”,是目前市场上集切削、钻孔、攻牙为一体工作效率最快且高精度的机床,是由传统的金属切削机床-立式加工中心(电脑锣)衍生出来的,占地面积及加工行程较传统的立式加工中心而言要小,主要用于加工轻小型金属,配置通常采用夹臂式刀库或伺服式刀库。
二、系统介绍
AS100T刀库伺服系统是在阿尔法AS100系列通用伺服产品基础上,根据刀库控制的特点和要求,专门开发控制软件而来的专用伺服系统。AS100T刀架伺服可以实现最多32刀位的控制。 AS100T刀库伺服系统具有使用简便、控制精确、断电刀位记忆、可靠性高等优点。 AS100T还可根据客户需求,对软件进行专门定制,以满足客户的个性化要求。

AS100T刀库伺服的主要功能:
1. 伺服驱动器和刀架控制器一体化;
2. 通过DI端子可控制2~32个刀位的切换;
3. 具有刀盘回零、自动换刀、手动换刀、转矩缩减等工作模式;
4. 刀盘回零模式下,可设定回零速度、转向及参考点模式等,回零过程自动完成;
5. 自动换刀模式下,自动选择最佳转向和速度,实现高效换刀;
6. 手动换刀模式下,刀盘运行方向和运行速度可自由设定;
7. 具有零位补偿功能,多项故障检测和报警功能;
8. 具有刀位断电记忆功能;
9. 报警、状态编码输出,方便与用户CNC配合
10.支持NPN和PNP开关量信号输入。
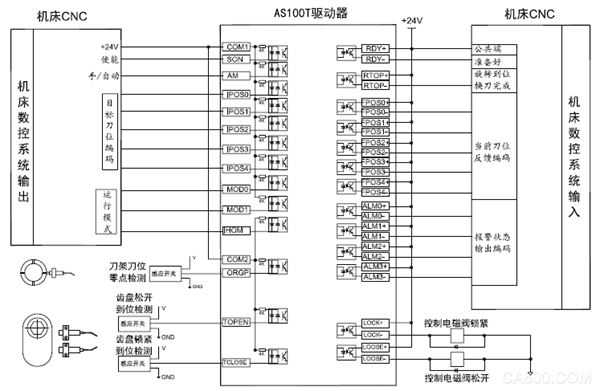
二、 系统组成
刀库伺服驱动器接受CNC发送的目标刀位编码及换刀指令,实现自动换刀,并向CNC反馈换刀状态。
四、效果
1.换刀快速平稳,运行噪声低;
2.调试方便,一键设定零位,具有点动调整刀位功能;
3.绝对式位置编码器,断电位置记忆,位置控制精度高,使用方便。
