一.概述
现代建筑特别是高速路以及桥梁建设需要大量的钢筋件,以前都是通过人力半自动化实现实现调直,折弯与切断。这样的加工工艺,效率低,劳动量大,人力成本高,已经逐渐被淘汰,随着技术的发展,逐渐衍生出以气动或者液压作为动力源的半自动和全自动调直以及弯箍机械。但是受到气动以及液压工艺的限制,这种机械功可调性差,效率低,并且精度不高,机械维护工作量非常繁重。阿尔法AS600 伺服产品顺应技术发展要求,在钢筋调直机以及弯箍机上作为主要动力源取代了传统的传动机构,完全免除了先前机器的各种弊端。实现了整机的全电控、自动化升级,并且极大地提高了生产效率,降低了机械的制造成本和维护费用。
二.产品介绍
AS600 伺服驱动器是我公司自主研发,具有完全自主知识产权的高性能伺服驱动器。采用全闭环矢量控制,调速及定位精准,低频力矩大,负载响应能力强,改进的弱磁算法使得在大惯量负载下高速区依然具有快速的加减速能力,能够为您的设备提供高性能的速度和位置伺服功能。其功能强大、操作简单。在建材行业、造纸行业、数控机床行业、金属制品行业、印刷行业、纺织行业、塑机行业、包装行业、木工行业等领域广泛地应用。
产品特性:
★ 调速范围宽
低频力矩大,速度响应宽,0-400Hz,既能实现低速控制稳定输出也能实现6000 转以上的高速响应控制。
★ 接口丰富
具有脉冲串和模拟量调速功能,多通道I/O,长线驱动型编码器输入输出,模拟量输出和总线功能。
★ 准停功能
S 曲线停准,在大惯量下也能无超调,多位置设定,位置切换轻松自如。
★位置模式
位置环添加前馈,跟随误差小,脉冲输入滤波功能,在输入突变的情况下也能平衡运行。提供电子齿轮比,位置模式和速度随随意切换,既能满足数控系统的C 轴功能,也能满其它的位置同步和速度同步的场合。
★ 外部指令脉冲输入频率最高500KHZ
★ 应用行业范围广和强大。
三.系统设备结构及工艺流程简介
1.设备结构
机械系统由调直校准机构、送料机构、折弯机构组成;其中送料机构由AS600-011T3E
伺服系统传动,折弯机构由AS600-5R5T3E 伺服系统传动,如下图。


2.工艺流程
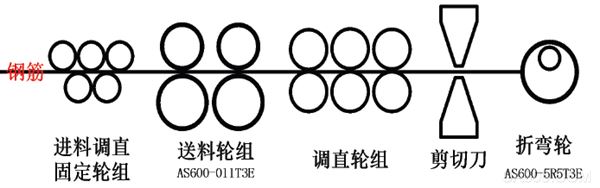

钢筋弯箍机的折弯头有很多种,主要取决于设计者。上图中的是手轮式样的折弯头,大
盘上有一个突出的小圆棒,大轮运动带动小轮移动实现对钢筋的折弯,之后返回原位在做下
一次下压动作。折弯花样完成后,剪切刀对钢筋实现定长切割。
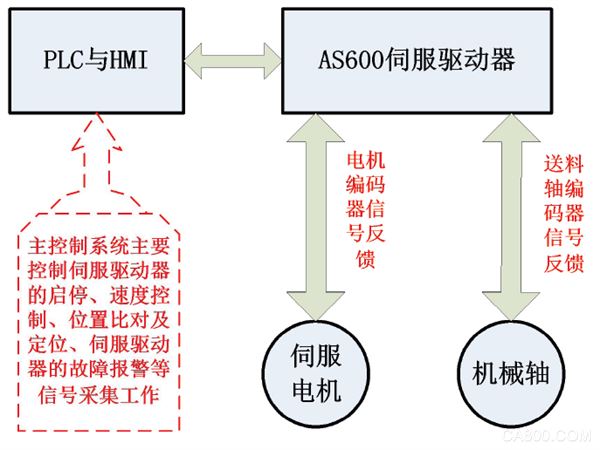
3.电气系统说明
下图是AS600 伺服系统在钢筋弯箍机中的系统结构图。其中上位机PLC 给伺服发出启
停信号指令,运行指令,同时上位机通过与伺服的通讯取得实时的伺服位置信号,上位机同
时监控伺服的报警信号。由此上位机与伺服系统构成闭环控制模式。

4.技术特点
深圳市阿尔法电气技术有限公司AS600 伺服系统在这类机械上有三处作用。第一是扭
矩输出,作为前端调直工艺的动力源,这里要保证大功率输出能力,避免系统因卡线而停机。
第二高速剪切,伺服通过高速往复运动带动剪切头上下移动,并且利用伺服的高速动态性能
避免钢筋撞到刀头。第三是折弯头,这既需要伺服的高的动态响应速度,快速起停以及往复
运动,也需要有一定的柔性来实现对钢筋的保护。
四.使用效果
阿尔法伺服应用在客户机械上的实测数据如下:
机械运料速度最高可达100 米/分;运料精度可达±1mm;弯曲速度最高可以实现200 转/分;
弯曲精度±0.5 度;可加工钢筋直径4 至14mm。
随着阿尔法AS600 伺服系统在钢筋弯箍机方面的应用成功,其解决了因为传统传动系统固有问题带来的噪音、震动,效率低下,控制不便、产品质量不稳定可靠等问题,同时有效地提高了机械的系统响应性,位置控制精度以及加工效率,得到了客户的好评。
