锚环(见图1)是预应力锚具的核心部件,主要用于固定钢绞线或钢丝束,并将预应力传递到混凝土结构中,其重要性体现在确保锚固可靠性和整体安全性。广泛应用于桥梁、轨枕、建筑等预应力工程中,承担高应力荷载。痛点包括长期应力下的疲劳断裂、材质不均导致的应力集中、以及安装偏差引发的锚固失效,需通过优化材料工艺和严格施工管理来提升耐久性。

图1 锚环
目前预应力锚具(见图2)的锚环最常用的加工方式是热挤压成型。热挤压工艺(如多孔锚板热挤压)能大幅提升生产效率,降低材料损耗,并增强产品力学性能,适用于大批量生产,但模具成本高且对设备吨位要求较大。
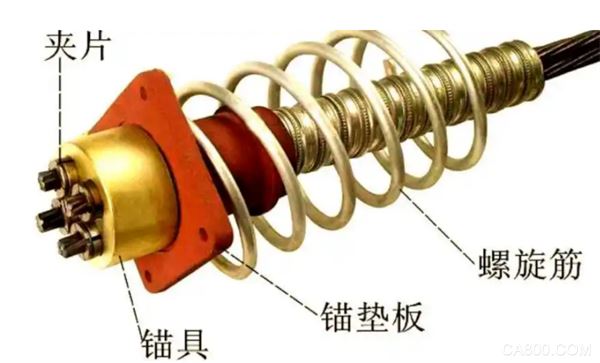
图2 预应力锚具
中走丝线切割加工技术是一种介于快走丝和慢走丝之间的电火花线切割工艺,采用镀锌黄铜丝(直径0.1-0.2mm)作为电极,通过高频脉冲放电腐蚀金属实现切割。其走丝速度(6-12m/s)高于慢走丝但低于快走丝,兼具一定加工精度(±0.003mm)和较高效率。该技术支持多次切割,首刀高速粗加工,后续精修以提高表面质量(Ra≤0.7-1.4μm),适用于模具钢、硬质合金等难加工材料。优势在于性价比高,维护成本低于慢走丝;缺点是电极丝损耗较大,长期使用后精度会下降,且对工作液清洁度要求较高,适合中小批量精密零件加工。
中走丝线切割加工相比热挤压成型在预应力锚具锚环制造中具有更高精度和灵活性,尤其适合小批量、高精度或异形锚环的生产。其优势在于无需昂贵模具,可快速调整加工参数,适应不同规格需求,且加工表面质量更优,减少后续精加工工序。而热挤压虽适合大批量生产且材料利用率高,但模具成本高、周期长,对复杂结构适应性较差。中走丝特别适用于高精度锚环或研发试制阶段,兼顾效率与成本。
不同于传统锚环常用的铸钢或普通碳钢材料,预应力锚具的锚环通常选用力学性能更优的45号钢。本文所设计的锚环试样材料与工程常用锚具材料一致,均为45号钢(见图3)。该材料为优质碳素结构钢,具有优良的综合机械性能和热处理适应性,适用于制造承受高预应力的关键部件。尽管该材料在普通紧固件上的应用较少,但中走丝线切割工艺属于精密加工,对材料硬度适应性强,配合调质热处理(淬火+高温回火)后能够满足各类预应力锚具的制造需求,确保产品具有足够的强度(抗拉强度≥600MPa)和耐久性。
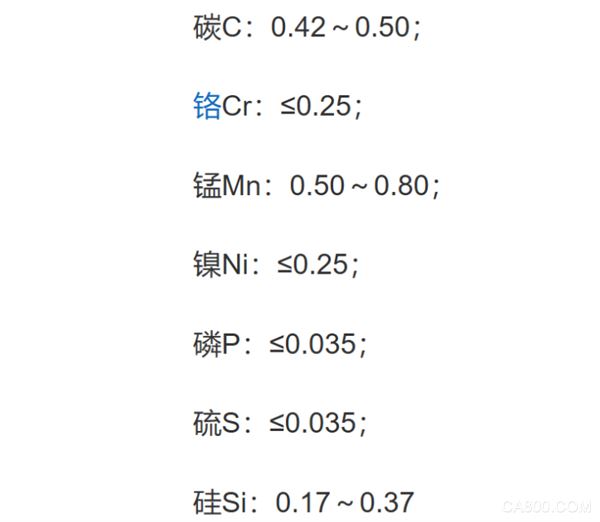
图3 45号钢化学成分图
本文以预应力锚具的锚环为研究对象,通过对行业标准、加工设备、加工流程、参数设置、光学投影检测和粗糙度检测进行测试。本研究验证了中走丝工艺加工高精度锚环的可行性,为锚具的锚环提供了新的技术路线。
行业标准
国际标准
1. ETAG 013(欧洲技术认可准则)
适用于后张预应力体系,包括锚具的疲劳性能、静载锚固性能等测试要求。
规定了锚具组件(如锚环、夹片)的材料性能、荷载传递能力等关键指标。
2. EN 13391:2004(后张预应力体系的力学性能试验)
与ETAG 013配套使用,详细规定了锚具疲劳试验方法,包括应力幅、循环次数等。
国家标准
1. GB/T 14370-2015《预应力筋用锚具、夹具和连接器》
规定了锚具的静载锚固性能、疲劳性能等技术要求,适用于公路、铁路等工程。
与ETAG 013相比,在疲劳试验的安装要求上存在差异,但整体性能指标接近。
2. JT/T 329-2025《公路桥梁预应力钢绞线用锚具、夹具和连接器》
交通运输部发布的最新行业标准,适用于公路桥梁预应力锚具的生产与检验。
新增了锚板强度要求、低回缩张拉端锚具试验方法等,提高了产品可靠性。
加工设备
1. 设备选择(见图4)
智凯ZKH550五轴数控线切割机床

图4 智凯ZKH550
2. 设备参数
行程:有效加工行程550*450
锥度:±6°
最大加工效率:≥300mm²/H
表面光洁度:Ra0.8μm(多次切割)
精度:±0.003mm
系统:系统支持Windows7及以上操作系统
画图:支持多种画图文件导入
精度高:四轴螺距补偿,五轴数控
3. 功能介绍
可随意将X/Y轴进行交换适应不同的加个状态及工作习惯。自由设置线控器的移动速度;
加工信息跟踪记录,加工监控。确保无人加工时的安全运行;
图形坐标交换、缩放、旋转
加工模拟、图形跟踪显示功能
短路、断丝报警处理功能
自动对边、找中心等功能
最小设定单位0.001 mm
最小移动单位 0.001 mm
最大指令值 +99999.99 mm
具有螺距补偿功能
全自动顺序控制
停电记忆功能;
自动回垂直
无人值守加工功能;
加工流程
1. 将基板表面测试干净
2. 专用夹具固定股基本
3. 图形导入
4. 软件点“开水”检查是否正常
5. 点“加工”一键开始运丝、高频、冲水
6. 开始加工中
参数设置
试加工:
1. 试加工材料

图5 加工材料
2. 导入图纸
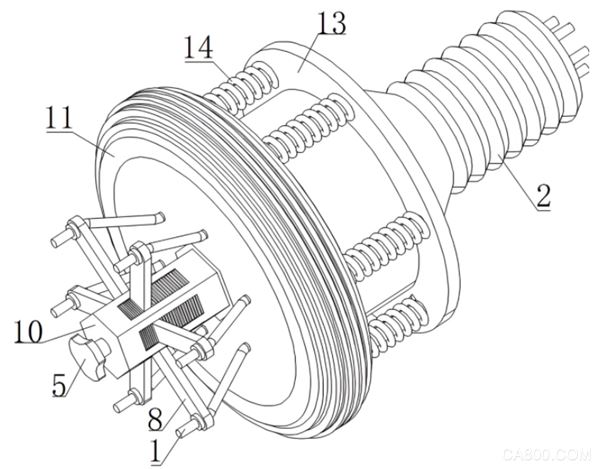
图6 图纸
3. 设置参数

图7 参数
4. 开机检查后
5. 开始加工
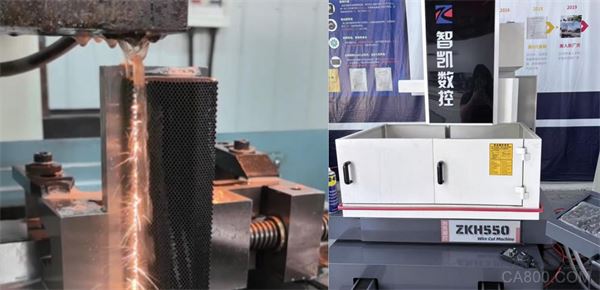
图8 加工
6. 工件切割完成掉落
样品,成功:如下图
成品OK,无灼烧、发黑变色等问题

图9 成品
光学投影检测
为进一步验证中走丝工艺加工的预应力锚具锚环轮廓公
差,设计标准检测样板对预应力锚具锚环试样轮廓进行光学投
影检测。检测样板选用热胀冷缩变形较小的有机玻
璃,检测样板轮廓按照实际预应力锚具锚环轮廓放大50倍加
工,且保证加工后预应力锚具锚环轮廓精度达到8μm 以内。
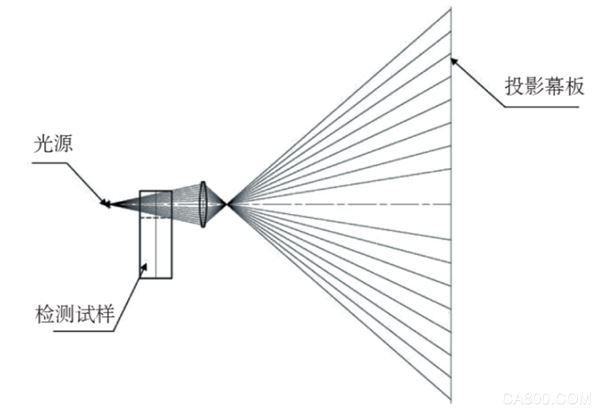
图10 投影原理示意图
粗糙度检测
对预应力锚具锚环试样进行表面粗糙度检测,通过与标准
粗糙度样块进行对比,确定预应力锚具锚环加工表面的粗糙度
等级。检测结果表明,预应力锚具锚环试样加工表面粗糙度为
Ra0.7-Ra1.4,满足Ra ≥0.7 的要求。
若您希望进一步探索,锚环的高效优化方案(如异形锚环适配斜拉索基座、动态应力分布优化);预应力锚具核心部件替代传统结构(如连接器、张拉端模块)的精密加工工艺;45钢/40Cr锚环的抗疲劳控制与工程级精度提升(长期荷载稳定性测试);线切割设备选型指南(针对锚环锥孔切割、多孔位批量加工的功率与精度匹配);实操关键(施工前锚具组件检测、预应力动态参数设置);行业案例(港珠澳大桥锚具组件中的高精度切割实例)等。欢迎关注【智凯数控】或私信咨询!我们提供从预应力锚具到桥梁紧固系统的全流程技术方案,助您实现高强耐久、零误差锚固的工程级结构升级!