吉他弦钮轴套是调音装置(见图1)的核心部件之一,负责固定琴弦并传递旋转力,确保调音稳定性和精度。其重要性体现在防止琴弦打滑、减少摩擦力,从而延长琴弦寿命并提升音准保持能力。常见应用包括民谣吉他、古典吉他及电吉他,尤其在频繁调音或使用高张力琴弦时作用显著。痛点主要集中于低质轴套易磨损、生锈或松动,导致调音不准、琴弦易断,甚至损坏弦钮。优质轴套需兼顾耐用性、顺滑度与兼容性,否则会影响演奏体验。
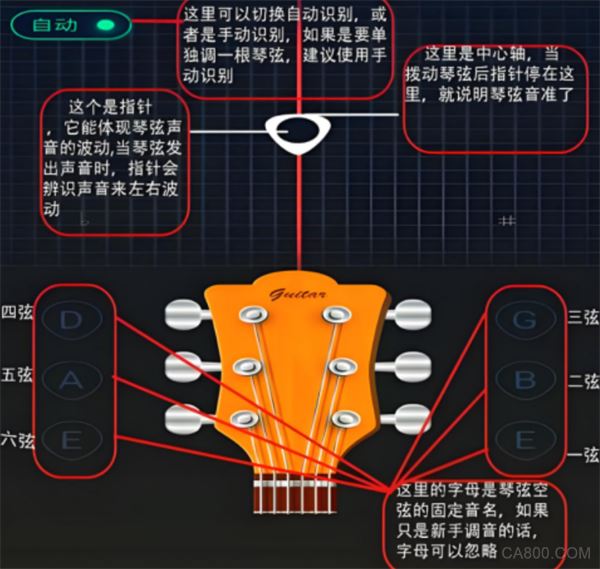
图1 调音装置
目前吉他弦钮轴套(见图2)最常用的加工方式是冷镦工艺结合精密磨削。该工艺通过冷镦机多模具联动,实现高效自动化生产,材料利用率高,仅冲孔步骤产生废料,且成品具有高耐磨性和韧性,优于锌合金压铸或粉末冶金工艺。其优势包括生产效率高、成本低、齿轮精度稳定,适用于大批量生产;但弊端在于模具开发成本较高,且对原材料(如弹簧钢)的冶金质量要求严格,若热处理不当易导致淬火变形或回火不足,影响轴套的尺寸精度和耐用性。此外,薄壁轴套在加工中易变形,需配合芯轴定位和分阶段磨削来保证同轴度。

图2 吉他弦钮轴套
中走丝线切割加工技术是一种介于快走丝和慢走丝之间的电火花线切割工艺,采用镀锌黄铜丝(直径0.1-0.2mm)作为电极,通过高频脉冲放电腐蚀金属实现切割。其走丝速度(6-12m/s)高于慢走丝但低于快走丝,兼具一定加工精度(±0.003mm)和较高效率。该技术支持多次切割,首刀高速粗加工,后续精修以提高表面质量(Ra≤0.7-1.4μm),适用于模具钢、硬质合金等难加工材料。优势在于性价比高,维护成本低于慢走丝;缺点是电极丝损耗较大,长期使用后精度会下降,且对工作液清洁度要求较高,适合中小批量精密零件加工。
中走丝线切割加工相比冷镦工艺,在吉他弦钮轴套生产中更适合小批量定制或高精度需求场景。其优势在于无需昂贵模具,可灵活加工复杂异形结构(如非标键槽或特殊齿形),适合钛合金等难切削材料。
不同于传统吉他弦钮常用的锌合金和碳钢材料,高端弦钮轴套通常选用机械性能更优的7075航空铝合金(见图3)。本文所设计的弦钮轴套试样材料与高端乐器配件材料一致,均为7075铝合金。该材料为超硬铝合金,具有出色的强度重量比和抗疲劳性能,适用于制造长期承受琴弦张力的精密部件。尽管该铝合金材料在普通弦钮上的应用较少,但中走丝线切割工艺属于精密加工,对材料硬度适应性强(7075铝合金硬度达HRC15-20),能够满足多种高端乐器配件的制造需求,尤其适合需要轻量化与高精度兼顾的弦钮轴套加工。
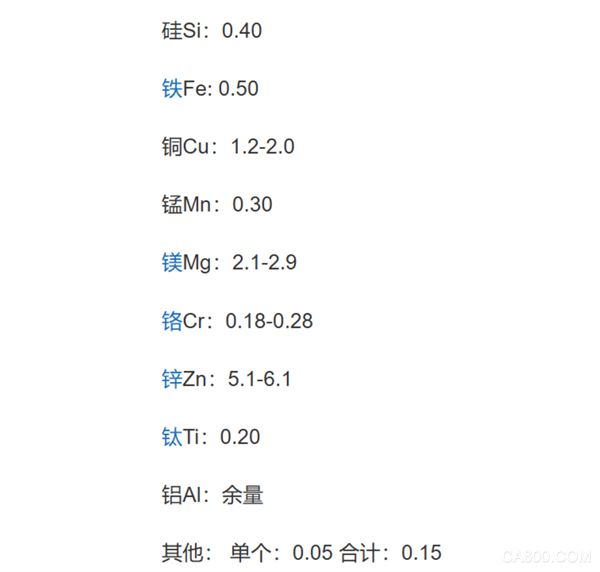
图3 7075航空铝合金
本文以吉他调音装置的弦钮轴套为研究对象,通过对行业标准、加工设备、加工流程、参数设置、光学投影检测和粗糙度检测进行测试。本研究验证了中走丝工艺加工高精度齿轮的可行性,为调音装置的弦钮轴提供了新的技术路线。
行业标准
国际标准(ISO)
1.ISO2768
规定一般公差标准,适用于未单独标注公差的尺寸,确保轴套的线性尺寸和几何公差符合通用机械加工要求。
2.ISO3547
滑动轴承金属多层材料规范,涉及耐磨衬套(类似轴套结构)的材料选择与性能测试。
3.ISO4378
滑动轴承术语与分类,涵盖轴套的设计参数和公差体系。
4.ISO199
整体轴套的尺寸与公差标准,适用于精密轴套加工。
国家标准(GB)
1.GB/T7926-2005
电火花线切割机(往复走丝型)精度检验标准,确保中走丝机床的加工精度(如重复定位精度≤0.01mm)。
2.GB/T18324-2001
滑动轴承铜合金轴套标准,适用于铜基轴套的加工与检测。
3.GB/T12613-2021
滑动轴承卷制轴套标准,部分适用于高精度轴套的制造要求。
4.GB/T1800.2
产品几何技术规范(GPS),规定轴套内径公差等级(如IT6-IT7)。
加工设备
1. 设备选择(见图4)
设备:智凯ZKA400 六轴数控线切割机床
标准:T/ZZB 3754-2024《DK77全闭环中走丝线切割机床》

图4 智凯ZKA400
2. 设备参数
行程:有效加工行程320*400
锥度:±6°
最大加工效率:≥300mm²/H
表面光洁度:Ra0.8(多次切割)
精度:±0.003mm
系统:系统支持Windows10及以上操作系统
画图:支持多种画图文件导入
精度高:四轴螺距补偿,六轴数控
3.功能介绍
加工信息跟踪记录,加工监控。确保无人加工时的安全运行;
图形坐标交换、缩放、旋转
加工模拟、图形跟踪显示功能
短路、断丝报警处理功能
自动对边、找中心等功能
最小设定单位0.001 mm
最小移动单位 0.001 mm
最大指令值 +99999.99 mm
具有螺距补偿功能
加工流程
1. 将基板表面测试干净
2. 专用夹具固定股基本
3. 图形导入
4. 软件点“开水”检查是否正常
5. 点“加工”一键开始运丝、高频、冲水
6. 开始加工中
参数设置
试加工:
1. 试加工材料

图5 加工材料
2. 导入图纸
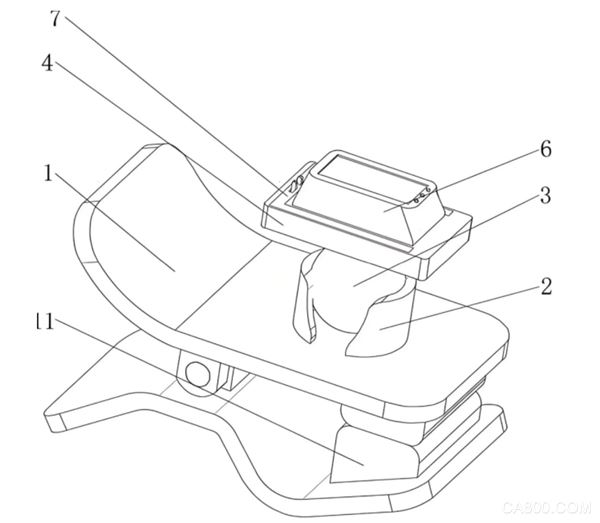
图6 图纸
3. 设置参数

图7 参数
4. 开机检查后
5. 开始加工

图8 加工
6. 工件切割完成掉落
样品,成功:如下图
成品OK,无灼烧、发黑变色等问题

图9 成品
光学投影检测
为进一步验证中走丝工艺加工的吉他弦钮轴套轮廓公
差,设计标准检测样板对吉他弦钮轴套试样轮廓进行光学投
影检测。检测样板选用热胀冷缩变形较小的有机玻
璃,检测样板轮廓按照实际吉他弦钮轴套轮廓放大50倍加
工,且保证加工后吉他弦钮轴套轮廓精度达到8μm 以内。
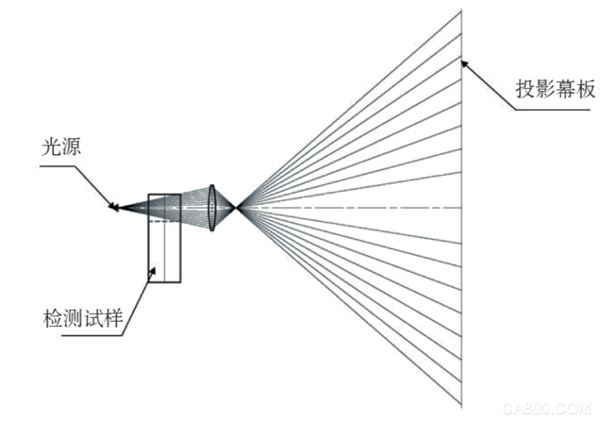
图10 投影原理示意图
粗糙度检测
对吉他弦钮轴套试样进行表面粗糙度检测,通过与标准
粗糙度样块进行对比,确定吉他弦钮轴套加工表面的粗糙度
等级。检测结果表明,吉他弦钮轴套试样加工表面粗糙度为
Ra0.7-Ra1.4,满足Ra ≥0.7 的要求。
若您希望进一步探索,弦钮轴套的高效替代方案(如异形轴套适配复古琴头、动态张力优化);吉他调音装置内齿轮/蜗杆系统替代传统调音部件(如连接杆、扭矩调节模块)的精密加工工艺;铝合金/钛合金轴套的防变形控制与演奏级精度提升(温湿度变化稳定性测试);线切割设备选型指南(针对轴套斜槽切割、多齿位批量加工的功率与精度匹配);实操关键(演出季前轴套组件保养、动态张力参数设置);行业案例(格莱美级乐手定制弦钮中的轴套结构切割实例)等。欢迎关注【智凯数控】或私信咨询!我们提供从弦钮精密件到乐器硬件的全流程技术方案,助您实现轻量化耐蚀、零误差传动的演奏级调音系统升级!