1 引言
全自动镗孔机床设备采用步进电机、步进驱动器、伺服电机、伺服驱动器、限位传感器、气缸系统和振动盘来实现对产品原件的上料,镗孔加工,产品下料以及铁削吹除的加工,采用报警来控制对设备上的工作情况进行提示报警,实现对设备生产过程的更好监控。该设备是客户针对自己的产品开发出来的针对性设备。该设备具有工作效率高、操作简单易学、全自动化的加工流程更加便于操作、可以实现一人多机操作的优点。特别适合用于产能大,质量要求高的企业。减少人工成本,提高了产能效益。
2 系统设计方案
全自动镗孔车床外观参见图2-1所示。
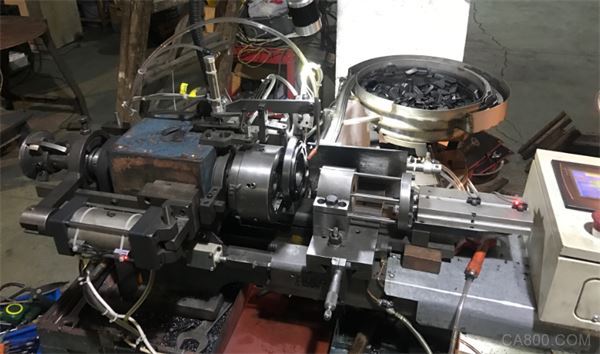
图2-1 全自动镗孔车床
2.1 方案背景
全自动镗孔车床设备目前市场上使用的控制系统方案PLC+HMI;其中PLC使用最多的品牌是三菱、汇川、台达、丰伟和欧姆龙;HMI使用最多的品牌是威纶通、昆仑通态和台达。由于永宏经济型PLC和HMI的性价比相对于其他品牌较高,所以永宏经济型PLC和HMI在全自动镗孔车床设备的应用前景很好。全自动镗孔车床设备系统方案如表2-1所示。
表2-1 全自动镗孔车床设备系统方案
|
系统方案
|
控制器
|
操作界面
|
|
方案1
|
汇川PLC
|
汇川HMI
|
|
方案2
|
三菱PLC
|
威纶通HMI
|
|
方案3
|
台达PLC
|
台达HMI
|
|
方案4
|
欧姆龙PLC
|
欧姆龙HMI
|
|
方案5
|
丰伟PLC
|
昆仑通态HMI
|
|
方案6
|
永宏PLC
|
永宏 HU
|
|
…
|
…
|
…
|
2.2 客户需求
根据客户要求,全自动镗孔车床设备的整体动作稳定可靠,响应速度快,设备可控性强能够根据不同的产品设置相应的参数,使设备操作间单容易上手。设备要注重安全,防止出现意外事故。全自动镗孔车床设备具体功能要求如表2-2所示。
表2-2 全自动镗孔车床设备具体功能要求
|
要求1
|
设备动作稳定可靠。
|
|
要求2
|
每一步动作,相应速度快。
|
|
要求3
|
设备可控性强,能根据需求调整参数。
|
|
要求4
|
设备操作简单易上手。
|
|
要求5
|
加强报警功能,防止意外事故。
|
|
要求6
|
能够监视各个动作的运行状态。
|
|
…
|
…
|
2.3 解决方案
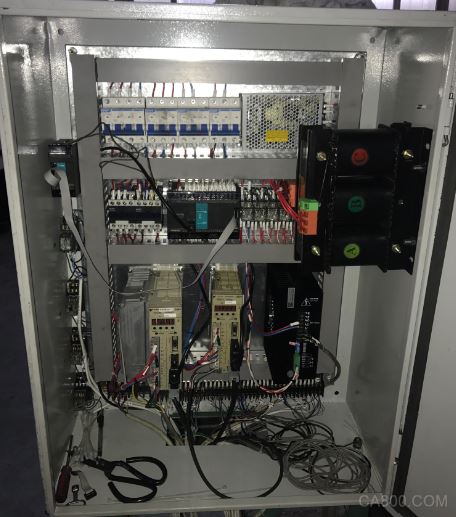
全自动镗孔机床设备采用步进电机、步进驱动器、伺服电机、伺服驱动器、限位传感器、气缸系统和振动盘来实现对产品原件的上料,镗孔加工,产品下料以及铁削吹除的加工,采用报警来控制对设备上的工作情况进行提示报警,实现对设备生产过程的更好监控。该方案主要包括系统硬件设计和系统软件设计;其中系统硬件设计包括硬件(产品)配置、机械结构和电气控制等三部分,系统软件设计包括流程控制、I/O配置和程序设计等三部分;全自动镗孔机床设备设计参数如表2-3所示;全自动镗孔机床电控柜参见2-2所示。
|
设计参数
|
实物效果图
|
|
控制系统
|
永宏PLC
|
|
|
操作界面
|
HU070L
|
|
伺服
|
1.5KW+750W
|
|
步进
|
1KW
|
|
工作效率
|
2min
|
|
工作气压
|
0.6MPa-0.8MPa
|
|
工作电源
|
380VAC 50Hz
|
|
工作环境
|
温度5-70℃
|
|
湿度20-90%
|
表2-3 全自动镗孔车床设备设计参数 图2-2全自动镗孔车床电控柜
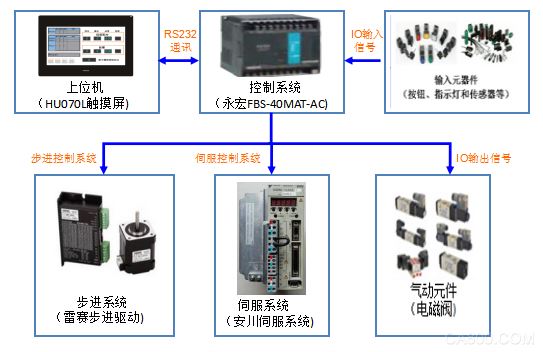
基于上述各项技术指标,全自动镗孔机床设备系统方案架构如图2-5所示。本方案控制系统采用永宏经济型FBS系列MA系列控制器,主要控制整体设备的动作流程;振动盘把工件震动到上料槽,分料盘伺服电机按照设定参数动作,推料气缸把到位产品推入分料盘,上料气缸把分度盘模具移动到位,通过顶料气缸把产品顶入夹具中,夹具气缸把产品进行夹紧,旋转头伺服高速运行,进刀步进电机根据触摸屏设置的参数进行动作,完成加工后把产品下料,最后吹气把铁削吹除,设备重新进行循环。上位机采用永宏HU 系列HMI操作界面,提供自动操作、手动调试、监视界面和参数设置等界面,用户可根据自身需求进行各项操作和参数设置。
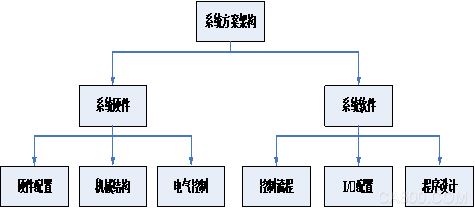
图2-5 全自动镗孔车床设备系统方案架构图
3 系统硬件设计
3.1 硬件配置
全自动镗孔机床设备的系统硬件由永宏FBS-40MAT2-AC PLC控制器、永宏FBS-8YT 模块、永宏HU HMI、欧姆龙限位传感器 、雷赛步进电机、雷赛步进驱动器、安川伺服电机、安川伺服驱动器、亚德客气缸及其外围输入输出线路(包括按钮、指示灯和蜂鸣器等)组成。全自动镗孔机床设备系统硬件清单如表3-1所示;全自动镗孔机床设备系统硬件配置如图3-2所示。
|
硬件明细表
|
硬件配置图
|
|
永宏PLC主机
|
1台
|
|
|
触摸屏
|
1台
|
|
I/O扩充模块
|
1台
|
|
伺服
|
2台
|
|
步进
|
1台
|
|
传感器
|
若干
|
|
电气部件
|
若干
|
|
机械部件
|
若干
|
表3-1 全自动镗孔车床设备硬件明细表 图3-2 全自动镗孔车床设备硬件配置图
3.2 电气控制
本方案控制系统采用永宏经济型FBS系列PLC控制器,主要控制整体设备的动作流程;振动盘机构,把产品按照顺序依次震动入槽;定位机构,把分度转盘机构进行定位,防止出现位置偏移;推料机构,把到位产品推入分度转盘机构;分度转盘机构,通过旋转固定角度一次对产品进行入料排位。送料机构,把分度转盘通过气缸推出到位;顶料气缸,把产品推入旋转机头;锁紧机构,对产品进行压紧防止产品位移;进刀机构,按照设定参数刀头进行动作,完成对产品的加工。
4系统软件设计
4.1 工艺流程
全自动镗孔机床设备的工艺流程主要包括9部分:1、振动盘机构:把产品按照顺序依次震动入槽;2、定位机构:把分度转盘机构进行定位,防止出现位置偏移;3、推料机构:把到位产品推入分度转盘机构;4、分度转盘机构:通过旋转固定角度一次对产品进行入料排位;5、送料机构;把分度转盘通过气缸推出到位;6、顶料机构:把产品推入旋转机头;7、锁紧机构:对产品进行压紧防止产品位移;8、旋转机头机构:旋转机头高速旋转运行;9、进刀机构:按照设定参数刀头进行动作,完成对产品的加工。这9个部分的动作为一个动作周期;可以根据触摸屏上设置的参数来控制设备运行的速度,加工的速度,可监控传感器信号的合格不合格等来实现产品自动化流水线的生产。
4.2 控制流程
全自动镗孔车床设备流程如图4-2所示。
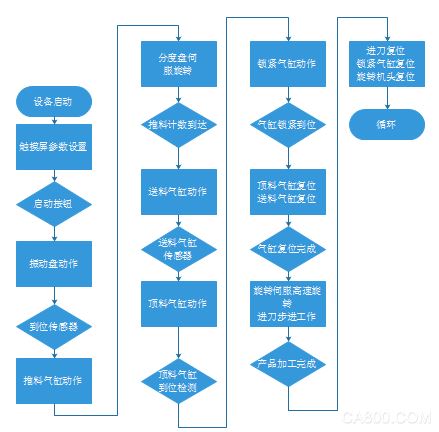
图4-2 全自动镗孔车床设备控制流程图
5 结束语
通过现场调试,全自动镗孔车床设备的应用大大提高了产品的加工工艺,提高了稳定性,使工作过程更加流畅,减少了人力资源可以实现一人多机同时工作,提高了安全性能,减少了意外事故发生的可能性,从而高性价比的永宏PLC在全自动镗孔车床设备上得到了很好的应用。