1 MBR工艺简介
1.1 MBR含义
MBR为膜生物反应器(Membrane Bio-Reactor)的简称,是一种将膜分离技术与生物技术有机结合的新型水处理技术,它利用膜分离设备将生化反应池中的活性污泥和大分子有机物截留住,省掉二沉池。膜-生物反应器工艺通过膜的分离技术大大强化了生物反应器的功能,使活性污泥浓度大大提高,其水力停留时间(HRT)和污泥停留时间(SRT)可以分别控制。
在传统的污水生物处理技术中,泥水分离是在二沉池中靠重力作用完成的,其分离效率依赖于活性污泥的沉降性能,沉降性越好,泥水分离效率越高。而污泥的沉降性取决于曝气池的运行状况,改善污泥沉降性必须严格控制曝气池的操作条件,这限制了该方法的适用范围。由于二沉池固液分离的要求,曝气池的污泥不能维持较高浓度,一般在 1.5~3.5g/L 左右,从而限制了生化反应速率。水力停留时间( HRT )与污泥龄( SRT )相互依赖,提高容积负荷与降低污泥负荷往往形成矛盾。系统在运行过程中还产生了大量的剩余污泥,其处置费用占污水处理厂运行费用的 25% ~ 40% 。传统活性污泥处理系统还容易出现污泥膨胀现象,出水中含有悬浮固体,出水水质恶化。
MBR 工艺通过将分离工程中的膜分离技术与传统废水生物处理技术有机结合,不仅省去了二沉池的建设,而且大大提高了固液分离效率,并且由于曝气池中活性污泥浓度的增大和污泥中特效菌 ( 特别是优势菌群 ) 的出现,提高了生化反应速率。同时,通过降低 F/M 比减少剩余污泥产生量(甚至为零),从而基本解决了传统活性污泥法存在的许多突出问题。
1.2优势
1、高效的固液分离,出水水质优质稳定。
2、剩余污泥产量少 占地面积小。
3、无需二沉池,工艺设备集中。
4、可去除氨氮及难降解有机物。
5、克服了传统活性污泥法易发生污泥膨胀的弊端。
1.3发展前瞻
1.现有城市污水处理厂的更新升级
2.无排水管网系统地区的污水处理,如居民点、旅游度假区、风景区等。
3.有污水回用需求的地区或场所,如宾馆、洗车业、客机、流动厕所等 。
4.高浓度、有毒、难降解工业废水处理。如造纸、制糖、皮革等行业
5.垃圾填埋厂渗滤液的处理及回用6.小规模污水厂(站)的应用。
2 工艺与控制逻辑
2.1工艺图
工艺图如下:
2.2控制逻辑图
控制流程图如下:
系统启动后进行手动和自动的判断,手动操作模式主要是用来测试各个输入输出,方便检修。自动模式下,对各生产条件进行判断,符号产水反洗条件后,进行定时的产水和反洗,当达到化学清洗的条件是,进行化学清洗。当化学清洗结束或系统停机时,执行一次反洗操作。
3 电气图纸
3.1电气系统分布
本电气系统有HMI和PLC及外围传感器,执行电机,执行阀组成,整个控制系统由一套海为PLC控制实现。
3.2 PLC输入输出
本设备共有4路模拟量输入,1路模拟量输出,2路数字量输入,21路数字量输出。
根据系统控制点数,选择了海为PLC,主机S20M2R,扩展输出模块H16DOR
部分电路图如下:
主线路图
扩展输出模块。
4 PLC程序调试
4.1手动模式
手动模式下可以开启任一电机和阀门。操作按钮在触摸屏中制作,采用自保持的按钮。
手动程序截图如下:

4.2自动模式
自动档位时,按自动开机,则按如下流程进行运行:

开启原水泵,污水可以进入集水池,当集水池的液位非低液位状态时,自动启动提升泵,开始往膜池送水,同时,搅拌器开始工作,风机启动,至此,自动控制准备就绪。各电机自动根据液位做相应的开启和停止。具备产水,反洗,和化学清洗的条件。
风机启动后,且膜池处于非低液位状态下,打开产水进阀和产水出阀,启动产水泵,开始进行产水的过程。运行指定时间后,打开反洗进水阀和出水阀,开始进行反洗的过程。反洗指定时间后,重新开始产水过程。如此循环运行。
当压差超过负设定值(参数界面中),或设备连续运行指定时间后,则开启化学清洗阀,停止产水泵,1秒钟后,开启化学泵,开始化学清洗过程,化学清洗时间到达后,开启反洗阀,关闭化学清洗泵,1秒钟后开启反洗泵,运行10分钟反洗。
反洗工作结束后,重新进入产水过程。如此循环运行。
当生产现场有紧急情况时,按下控制柜上的急停按钮,PLC停止输出,所有电机及阀门关闭。紧急情况解除后,复位急停按钮,系统回到手动状态,确认具体正常生产条件后,选择自动开启,继续生产。
当点击停止按钮时,系统会停止产水泵和产水阀,进行最后一次反洗,反洗结束后,停止所有电机及阀门,系统恢复为手动档位。
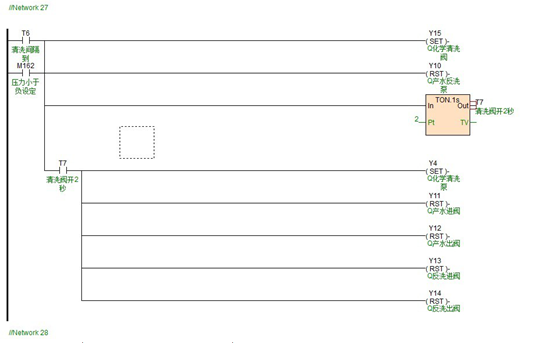
以下为部分程序示例。
自动模式下,两台风机轮流启动,切换时间在触摸屏上设置。
当压力超过负设定或者运行达到设定时间后,启动化学清洗。程序如下:
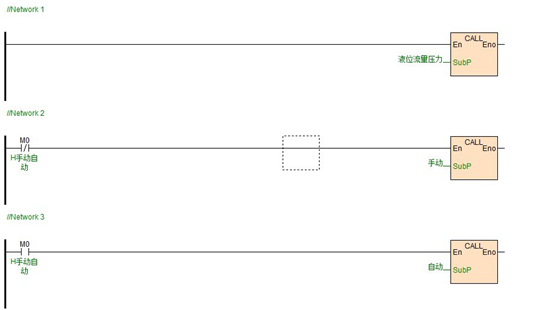
主程序界面,调用子程序。
5 触摸屏调试
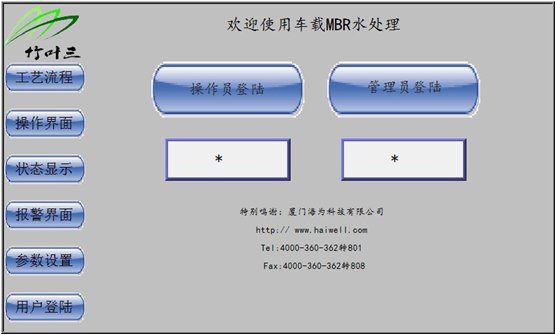
5.1触摸屏界面介绍
用户登陆界面:
工艺流程界面:
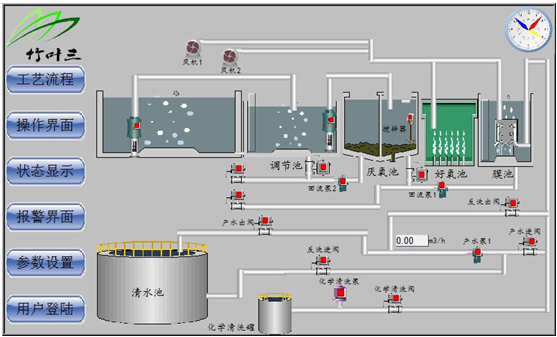
运行过程主要包括:产水过程、反洗过程、化学清洗过程。
状态显示界面:
上图报警界面中能够记录现场所有的报警信息,上面记录的是某一设备处于报警状态的时间,内容及确认时间。
上图集中显示现场所有需要记录数据的仪表历史曲线。HMI实时显示了集水池,膜池的液位,产水泵的流量。
6 项目总结
通过该项目的实际测试,海为PLC能够完成设备的控制要求,主要优点如下:
1、 价格与国外品牌PLC相比,优势明显。在满足该控制要求的前提下,价格仅为国外品牌一半,甚至更低。
2、 软件操作性好,非常容易入手。界面设置合理。操作方便。软件本身的文件非常小,仅40多兆,而且集成了模拟功能,这么小的软件能实现这么强的模拟功能实属不易,适合学习。
3、 模拟量编程简单。
4、 系统自带的程序比较齐全,适合学习和借用。
5、 数字量输入是双向输入型,NPN,PNP都可以。
相对不足的地方有:
1、 编程线为串口线,现在大部分的笔记本不是自带串口,用USB转接线,稳定性又不好,建议做USB口的编程线。
2、 不能在线修改PLC程序。
3、 我使用的这款PLC有些指令不支持,如MC和MCR等。
4、 相关的手册不够齐全,建议分为硬件操作手册和软件编程手册,详细讲解海为PLC。
5、 PLC掉电后在软件界面看不出提示。依旧是联机状态。
由于时间关系,不能对海为PLC做更多的深入了解和使用,随着以后的项目,会更多的了解其他功能。总的来说,这是一款性价比较高的产品,值得推广。厂家也应该再接再厉,更好的做好民族品牌。
项目进行中得到了网友和海为人员的帮助,在此表示感谢!
