天然气净化厂报警优化管理平台
天然气净化厂生产系统复杂多样,涵盖预处理、脱水、脱硫、脱碳等工艺,其生产过程具有易燃、易爆、有害等特性,存在报警来源多、报警数量大、报警信息混杂等问题。
力控天然气净化厂报警优化管理平台通过报警统一收集管理、报警智能分析等功能,实现天然气生产过程风险的动态监测分析及预警,减少无效报警数量,及时发现和处理设备潜在安全隐患,为企业安全运行提供强有力的保障。
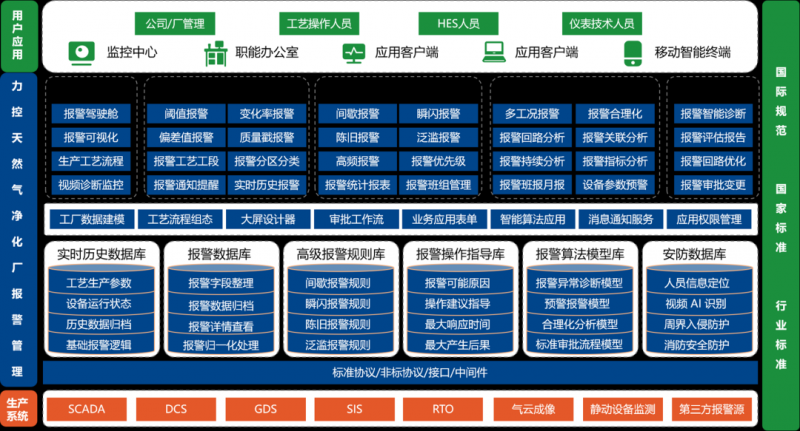
应用架构与特点
力控天然气净化厂报警优化管理平台,提供多种报警来源的数据采集及规范化处理,建立并内置报警有关数据资产模型,计算识别各报警点间的相关性,对报警源头进行重点监测和控制,通过缓存技术保障高效数据查询,以专家知识库为基础建立预警模型,形成关于关键报警点、重点装置设备和工艺的预警机制,支持报警回路配置及分析优化,辅助操作人员及时作出判断和调整,降低事故发生的概率和影响程度。
符合报警规范
符合国家标准GB/T41261-2022《过程工业报警系统管理》以及国际报警管理规范ANSI/ISA-18.2,涵盖报警系统整个生命周期;
报警数据支撑
支持各类SCADA、DCS、关系数据库等报警数据接入,支持基于标准OPCAE报警数据采集,支持第三方系统报警数据接入,实现报警数据统一汇聚管理;
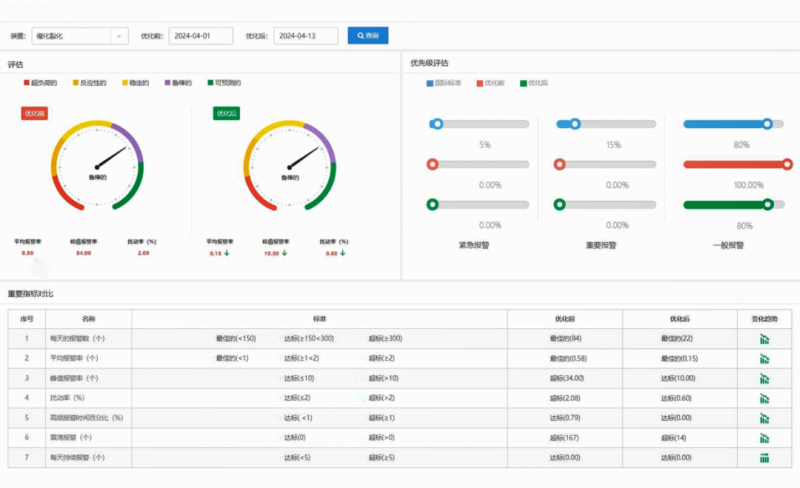
报警分析评估
具备报警数据多维度分析评估功能,实现对生产过程中报警的在线实时监测与故障分析,为装置人员进行报警处置与消除优化提供指导;
多维度统计分析报警记录时长、次数、趋势、企业/生产部门/装置/班组等信息;
对生产装置报警进行定期报警分析与优化,提供装置高频报警及无效报警优化方案,减少无效报警;
通过合理化分析,在现有基础上配置正确的报警、纠错配置系统,以提高性能,消除重复报警;报警合理化分析的结果为装置报警优化提供依据;
智能报警支撑
支持抖动报警、瞬闪报警、陈旧报警、洪水报警等高级报警的识别,无效报警页面可精准定位大量且频繁产生的无效报警位号,进行针对性消除;
多工况报警设计可以根据不同装置生产工况,预设设备停用、投用涉及的报警位号和多工况触发条件,实现在不同工况状态间进行报警配置的手动或自动切换,在设备停用、投用时系统与生产保持一致;
报警优化改进
支持报警优先级分级功能,通过风险场景辨识及报警失效后果严重性判断,依据报警的后果等级和紧急程度,评估优化报警级别,制定优化目标;
报警设置审计审查,支持根据角色权限进行职责范围内的报警变更、处置审批,支持报警变更闭环管理;
智能预测安全风险,利用先进算法智能预测隐藏的工艺异常模式或告警趋势,提前发现安全隐患,确保操作人员及时有效采取干预措施。
应用案例
西南某天然气净化厂报警平台
项目背景
西南某天然气净化厂通过专业的技术和设备脱除原料天然气中的硫化氢、有机硫、二氧化碳和水等物质,生产洁净、优质的天然气产品,并利用脱除的含硫化合物生产硫磺等副产品。
天然气净化厂的报警管理在保障生产安全方面取得了显著成效,但仍面临一些挑战。例如,随着生产规模的扩大和工艺技术的更新换代,报警设备和系统越来越多,技术也需要不断更新和完善以满足新的安全生产要求。
解决方案
基于力控工业智能报警管理平台对厂区内各系统报警数据进行统一收集管理和报警智能分析,实现天然气生产过程风险的动态监测分析及预警,减少无效报警数量,及时发现和处理设备潜在安全隐患,保障企业安全运行。
应用价值
力控天然气净化厂报警平台实现各类报警信息的实时监测和快速响应,提醒操作人员及时采取措施,有效避免事故发生,提升安全生产管理水平。平台具备丰富的报警记录和多维度查询分析功能,为生产管理人员制定科学合理的决策提供依据。平台可以自动识别异常行为,提前预警潜在的安全风险,实现报警智能化管理,全面提高安全防范的精准度和效率。