中国制造业要迈向工业4.0,必须先补工业3.0的课——精益生产;甚至是工业2.0的课——IE(工业工程)。
IE是一切之本,TPS、6Sigma、TOC(Theory of constraints,瓶颈理论,常与精益生产、六西格玛并提)、5S(源自日本的现代工厂管理理论)都是建立在IE基础之上!
互联网对商业环节的渗透和改造是逆向的,从与消费者最近的广告营销端开始,进入零售、渗透进分销环节,最终倒逼到生产制造环节,在此过程中生产方式、管理理念、生产设备、甚至原材料都将发生重大变化。
关于互联网+制造业会发生什么样的变革?传统制造业企业如何拥抱互联网倒逼的变革?阿里研究院基于制造业经典理论和产业边缘发生的变革端倪,总结分析,与业内人士共同探讨。
1、互联网+制造业是倒逼出来的,其改造动力来源于下游环节
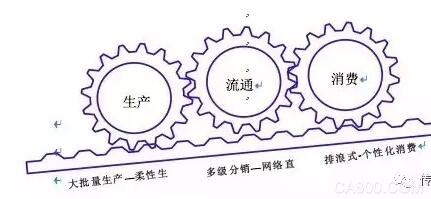
图1:“产销消”协同升级
制造业的互联网化是“生产-销售-消费”协同升级中的一环,其改造动力来源于下游流通端和消费端。下游互联网化程度(在线化、数据化)程度越高,对上游制造环节的倒逼作用越显著。目前,图书行业的零售端互联网化程度最高,保守估计超过50%。
所以,我们看到图书的生产制造环节—“印刷出版”环节已经高度互联网化,数字出版、数字发行十分普及。纺织服装是另外一个零售端高度互联网化的产业,行业估计在30%以上,这意味着全国每100件服装就有30件是在互联网上销售出去的。
可以想象,其对上游生产制造产生了多大的倒逼力量。所以,我们看到在服装工厂里面,柔性化生产加速,生产周期缩短,生产方式和装备都有了变化。对于大量的工业制造业企业,下游是B类客户,这类企业互联网+的需求更多来自企业间的协同需求,但动力依旧来自下游客户。
譬如,目前热火朝天的智能装备和智能产品,将传感器嵌入产品上,卖给客户后可以不断采集数据上传到云端。但是你可以看到,只有当客户有这样的需求并愿意分享数据的时候,制造端才有这样的动力。
2、“微笑曲线”误导中国制造业
1992年,台湾企业家施振荣提出了“微笑曲线”(Smile Curve)理论。微笑曲线认为,曲线左右两侧附加价值高,利润空间大;而处在曲线中间弧底位置的加工、组装、制造等,技术含量不高,附加价值低,利润微薄。中国产业界对“微笑曲线”奉为经典并因此陷入迷惘。在这一思想指导下,中国制造业转型升级的方向必须向所谓的价值链高端延伸,特别是走品牌化的道路。而面向零售市场和品牌之路是“败九成一”的策略,风险极大,并非适用所有制造业企业。
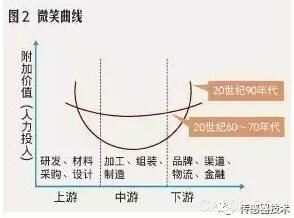

图2:微笑曲线VS武藏曲线
事实上,制造业并没有那么悲观,理论和实践上都存在与微笑曲线相反的现象。2004年日本索尼中村研究所所长中村末广提出了“武藏曲线”,即和微笑曲线相反的拱形曲线——真正最丰厚的利润源正是在“制造”上。
而2005年6月,日本《2004年度制造业白皮书》通过对近400家制造业企业的调查也验证了,认同 “制造&组装”利润率最高的企业非常多。而中国制造业之所以被微笑曲线所迷惑,根本原因是中国制造业的管理水平糟糕。
近20年,中国制造业在WTO外贸红利和政府主导的投资拉动型增长模式下,获利轻松,同时做房地产、金融太容易赚钱,企业主普遍不愿在制造业投入精力。
中国制造业30年不仅没有向全球输出任何思想,反而连IE(Industrial Engineering)、TPS(Toyota Production System)、6Sigma等成熟的制造业管理理论也极少应用。这一切导致“制造”应有的利润远远没有体现出来。
3、制造业转型的方向是由单纯“生产制造”转向“供应链协同”
制造业的互联网转型中,C2M模式需要具备零售的基因和塑造品牌的慢功夫,并不是所有企业都具备这种能力。我们认为,制造业更切实可行的转型之路是做供应链服务。但什么是做供应链?很多人都在讲,但似乎又各有所指。举个简单的例子来说明“单纯制造”与“供应链协同”的区别。
一个服装工厂在6月1日接到品牌商的一个订单,生产AB两个款式各1000件衣服,要求7月1日前交货。这个工厂埋头苦干,保质保量生产出衣服,在7月1日前把货发出,这叫生产制造。
而“供应链协同”的做法是,工厂在生产过程中了解到品牌商那里:A款式畅销,在6月中旬已经低于最低安全库存了,马上就要断货;而B款式滞销,尚有大量库存。那么工厂应该加速A款式的生产和交期,而延缓B款式的生产甚至减少订单量,这就是“供应链协同”的做法。
无论是消费品还是工业品的生产制造,只要是2B业务,都可以使用这个模型。制造业的长期价值在于帮助你下游的客户赚钱。在没有互联网的时候,一些优秀的企业已经在这方面进行了卓越的探索,比如思科、沃尔玛、丰田汽车、戴尔、华为等。而互联网作为一种广域的连接工具,完全可以更低成本地将供应链的上下游连接起来,通过数据协同实现更大范围的供应链协同。
4、供应链协同的基础是:打通电商大数据、ERP、MES系统,实现纵向一体化
要实现供应链协同,需要实现价值链各环节的数据共享和策略一致。在生产制造端,首先需要打通ERP与MES的割裂,实现内部协同。ERP是企业层级的资源计划管理;MES则是位于上层计划管理系统与底层工业控制之间,面向车间层的管理信息系统。
ERP 的计划生成可执行的生产工单,而MES则对工单的执行过程跟踪记录,并防止错误发生。其管理范围从投产到出货。不幸的是大部分的制造业工厂ERP与MES都是两套系统,各自为政。产能情况、订单进度和生产库存对ERP来说只是黑箱作业。

图4:三层企业集成模型
若企业内部能实现ERP、MES,乃至CRM的集成协同,进一步就是需要对接电商大数据,包括实时订单数据、需求预测数据等,这部分数据可能分属于不同的合作伙伴。这时候合作伙伴的协同意识、信息化水平、数据接口标准,乃至激励机制就至关重要了。
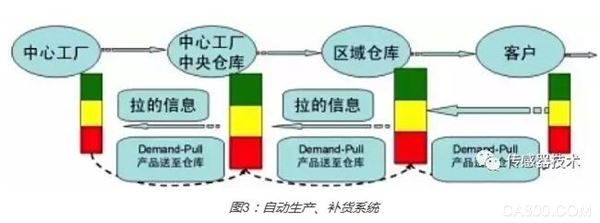
当产业链所有系统都全面集成之后,一条连接市场最终客户、制造业内部各部门、上下游各方的实时协同供应链就形成了。IT时代供应链的最高境界CPFA(Collaborative Planning Forecasting and Replenishment)--协同规划、预测与补货 系统就横空出现了。
过去,只有大企业才能达到这一点,因为涉及巨大的IT和人才投入,但现在互联网出现之后,有可能改变这一格局,小企业也可以做到,而且可以玩的更为极致。
因为,企业内部的系统集成通过以太网(局域网)即可完成,而跨企业之间的协同互联网则扮演重要角色。特别是电商出现之后,基于电商交易的数据丰富度、实时性和预测准确性,远非POS信息单一维度的日报所能比拟。我们也期待在2B的电商平台上,能尽早看到平台级的供应链协同系统出现。
5、柔性化生产将成为制造业的核心竞争力
国务院参事汤敏教授认为:未来中国,以大批量生产、低成本取胜的劳动密集型产业外迁到东南亚势不可挡,中国唯一可以留下的就是小批量、定制化的柔性制造产能。换个角度理解这句话,如果中国能大规模的改造生产制造系统,使之都具备柔性化生产能力,那么就可以把更多的制造业留住中国。
所谓柔性化生产是指,在品质、交期、成本保持一致的条件下,生产线在大批量生产和小批量生产之间任意切换。业界谈论更多的“大规模个性化定制”只是柔性生产的一种形式,并不是通用模型。
同时,所谓“小多快”(小批量、多品类、快速生产)也不是真正的柔性化,因为大批量订单做不了也不是真正的柔性生产。目前,方兴未艾的“智能制造”,我们认为也是应用IOT技术来实现柔性化生产或定制化生产,总体上也属于这个范畴。
柔性化生产之所以成为制造业企业的核心竞争力,结合前面第三点“供应链协同”就不难理解。“供应链协同”要求制造企业的产能根据市场的实际需求变化弹性释放:卖得好、需求多就多生产;卖不好,需求少就少生产。制造业柔性能力不够,意味着你的客户就要倒霉了,要不必须大批量采购占压资金,要不就要忍受断货停产的风险。
1 2 下页