
基于以太网的控制方案让包装设备“灵活万变”
作者杨合罗克韦尔自动化OEM技术顾问
背景
现今,消费品行业产品更迭换代的速度越来越快,对包装设备的要求除了高速,更重要的是做到柔性化,以满足产品的多样化和个性化生产。为了实现更高速、更柔性化的生产目标,包装机械中,传统上由机械部件完成的功能现在越来越多地由伺服系统来实现,比如,电子凸轮和电子齿轮取代机械凸轮和齿轮,多轴之间无须“硬/机械”连接的高精度同步。这些自动化和网络化技术的应用,有利于简化机器结构、提高机器速度并增加生产操作的灵活性,同时提高设备质量并使设备更易于维护和检修,在实现生产柔性化的同时延长设备寿命。
佛山市科时敏包装设备有限公司是生产包装机械设备的专业公司,产品包括贴标机、膜包机、纸包机、纸箱成型机、装封箱机、码垛机、卸垛机等。在过去,纸箱包装机包装不同尺寸的产品时,需要停机并手动进行生产中各个环节的同步定位,这通常需要长达1~2个小时的调整和测试,严重影响了生产效率。随着,“小批量”和“多样化”生产成为客户需求的主流趋势,科时敏致力于研发和生产更具灵活性和柔性化的包装设备,要求设备在生产中能够快速地实现工艺切换。
挑战
为提高纸箱包装机的生产效率和灵活性,科时敏将设备需要机械同步的几个部分拆分为多个伺服系统来控制,以减少更换包装尺寸所需要的停机调整时间。
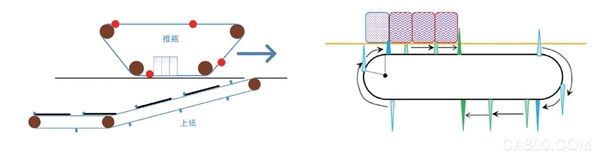
按照科时敏的要求,将原来一个电机驱动的机构拆分为多个电机驱动后,如何保证多个生产环节的同步位置关系成了设备控制的难点。正常生产时,借助伺服电机电子凸轮的功能,可以轻易实现轴与轴的位置同步,但如果其中的某轴发生故障,则会脱离生产同步,此时对于故障的处理,就显得尤为重要。此外,该设备的生产速度较高,单通道设备最高需要70包/分,这要求设备能够平稳和柔顺的运行,特别是对于设备分瓶电机的控制方面。科时敏的包装设备分为进瓶单元、分瓶单元、上纸单元、折纸单元、合纸单元、喷胶单元、出箱单元等部分。分瓶单元的作用是:
将链道上连续的瓶子分隔成所需包装规格的排数。分瓶部分有2个伺服电机,每个电机的链条上有2个分瓶爪。通过两对分瓶爪的相互配合,以及分瓶爪与输瓶链之间的速差,将瓶子分成3个组。如果分瓶CAM曲线不是很平滑,在高速时会出现分瓶爪的振动。因此该设备对分瓶曲线的设计提出了较高的要求。
解决方案
科时敏的“精进”体现了工厂信息化日益深入的今天,工厂对智能制造提出更高的要求。罗克韦尔自动化的产品通过EtherNet/IP工业以太网直接和上层控制设备和企业的信息系统实现互联,打破以往工厂设备与企业级信息系统的通讯障碍和连接高成本等不足,真正实现低成本的“互联企业”。
面对上述挑战,罗克韦尔自动化为科时敏的提供了一整套完整而成熟的解决方案,很好地保证了设备多生产单元的同步位置关系,满足了不同设备单元各自对控制提出的要求。
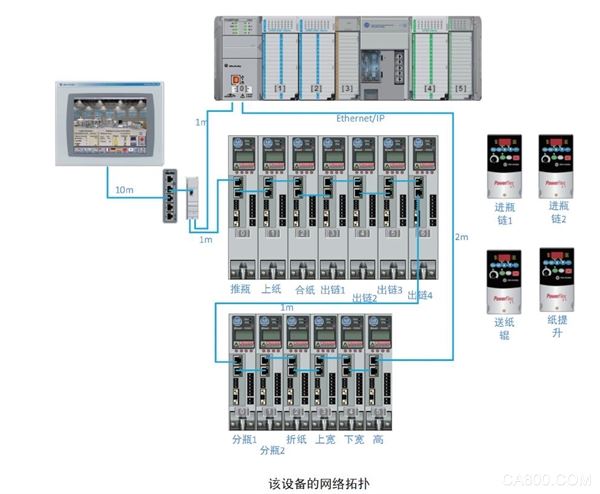
在硬件的选择上,整机采用罗克韦尔自动化中型系统解决方案:控制器为CompactLogixL36ERM,通过工业以太网EtherNet/IP连接伺服驱动器。EtherNet/IP采用CIP同步技术,并通过标准以太网实现实时闭环运动控制。这样,就能在单一网络中实现整套控制解决方案的简化集成,包括HMI、PLC、I/O及运动控制等等。
CompactLogix5370L3控制器经济实用,非常适合从小型单机设备到高性能分度盘、撬装式过程设备、装箱机、开箱机和包装设备等领域的应用,并且最高可支持16轴集成运动控制。Kinetix5500伺服电机和VP低惯量伺服电机系列既可提供经济实用的运动控制解决方案,也可带来在当今行业竞争中致胜所需的高性能和可扩展性。除此之外,Kinetix5500采用创新的紧凑型设计,所需的面板空间更少,连接只需使用一根电缆,且反馈、电机制动和电机电源信号均集成在一根电缆中,简化了接线并降低了库存成本。
除此之外,由多口EtherNet/IP设备组成的DLR设备级环网作为一种单点故障容错环型网络,可用于实现自动化设备的互联。它无需额外交换机,安装简单,能够应对网络上的单点故障,并且在网络上发生单点故障时能迅速反应并快速恢复。
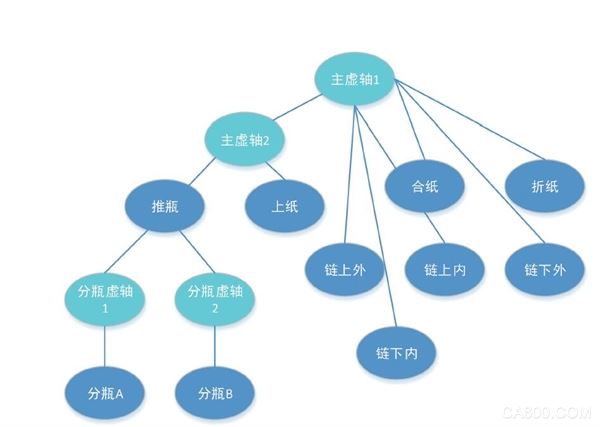
由于整个机器需要同步的轴较多,根据设备工艺的要求,出现设备故障,或者停机时,需要保持机器组成部件的相互位置同步,譬如:推瓶单元与上纸单元的配合。由于设备工作中有时会出现倒瓶、缺瓶的情况,这时候上纸单元要停在等瓶位置,等待有合格的瓶剁后,再重新启动切入到位置同步状态,以免出现不合格箱包;同样,上纸机构有时会出现缺纸、卡纸的情况,这时候该工作周期是有瓶而无纸,此时推瓶单元需要在停在等纸位置,直到有纸后再次启动,重新切入到位置同步状态。为达到相互位置同步,本项目采用了下图所示的轴耦合关系。
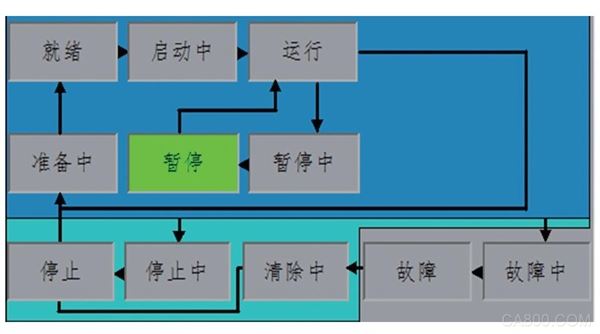
在软件上,项目采用PowerProgramming实现模块化编程,并实现了PackML状态机,这个状态模型被证明是标准化机器控制的最佳选择。模块化编程的宗旨是将机器拆分成多个模块,这些模块接收命令,并且响应完成状态或者故障状态。
对于不同设备单元的控制,罗克韦尔自动化也根据每个单元的特点,进行了设计:对于折页电机,为了保证纸箱的成型效果,罗克韦尔自动化为其设计了一段CAM曲线,这段曲线可实现在线修改。对于大尺寸的箱包产品,分瓶曲线的调整存在一定的难度。罗克韦尔自动化的解决方案,在离线时就能观察到目标CAM曲线,并可以通过离线的曲线设计,保证曲线的连续性和平滑性。
效果
采用罗克韦尔自动化解决方案,大大简化了机器的调试时间,并出色地完成了设备的各项工艺控制要求,实现了便捷的设备故障诊断和恢复,不论设备在70包/分高速下连续生产和非连续生产时都有着非常出色的表现。除此之外,模块化编程的使用大大简化了项目的修改及开发流程,应用项目工程师们能够快速考虑具体的应用项目中所出现的问题,例如复杂凸轮曲线的计算或高速计数等,而不用重新创建通用机器的控制算法。
客户对于罗克韦尔自动化提供的控制解决方案非常满意:“科时敏以往都是选择1、2或者4轴的产品,此次科时敏首次选用13轴的产品着实为一大突破。以前,如果要更换产品规格就要手动操作,而人工调试的话需要很长时间;现在,只需要点一下操作界面,就能自动地把机器调节到位;而且模块化的编程系统可以大大缩短产品的编程时间。此外,在程序设置上,CAM曲线可以使产品在凸轮上也能运行顺畅。罗克韦尔自动化的产品让我们感受到‘工业互联’的真正意义。”
目前,科时敏的全自动高速纸箱包装机已经在多家知名消费品企业得到应用,并赢得了用户的广泛好评。“开发客户需求的包装设备,令顾客满意”是科时敏多年来秉承的宗旨,罗克韦尔自动化通过基于以太网的全集成控制解决方案,帮助科时敏更好地满足客户的需求,提高产品的市场竞争力。作为全球最大的致力于工业自动化与信息的公司,罗克韦尔自动化可以为包装行业提供一整套完整而成熟的解决方案,帮助企业生产出更加灵活、更加柔性化的包装设备。缩短产品的上市时间,减少设备停机时间,提高生产效率。