自动化精密制造推动了当今许多高科技设备的发展和广泛使用。时尚精美的手机仰赖复杂的金属加工工艺和精细表面处理能力来生产机械元件制造所需的芯片和模具。手机中微小但强大的电子器件的生产,则要依靠自动化IC晶圆处理和精密线焊设备。大型设备同样需要高精度和高质量表面处理。例如,现代喷气发动机依赖精细平衡和精密匹配的涡轮叶片来实现高燃油效率和安静工作。先进的电子控制和形状复杂的精密发动机部件可优化燃烧过程,提高汽车发动机的燃油效率。
铣床沿预定路径移动高速旋转的切割工具,对固体金属块进行切削,从而生产金属制品部件。精密加工是一个多步骤过程,先是粗略切削,然后经过多道精细切削才能达到要求。多个电机驱动进给主轴和多个丝杠来定位工具头。电机位置与速度伺服驱动器的功率和刚度决定了支持特定表面处理精度水平的最大切削速率。因此,高性能电机驱动器可提高切削速率或减少切削次数,从而直接影响到铣削过程效率。每次操作都选择最佳运动方案,以及尽量缩短刀具更换时间,同样可以提高生产率和能效。生产质量取决于丝杠的精度和电机驱动轴位置与速度控制。 最新铣床有五个或更多的控制轴,支持以最少的工件设置操作次数加工出复杂的形状。大批量生产线所用的专用加工中心甚至包括更多的伺服驱动器,支持多个金属加工并行操作和类机器人功能,使加工过程实现完全自动化。机器设计人员面临的挑战是如何让多个伺服驱动轴的操作和运动方案同步,从而在维持产品质量不变的同时,使机器吞吐效率最大化。
精密运动控制
控制现代工厂所用自动化机器的各种元件如图1所示。中央数字控制器(CNC)或可编程逻辑控制器(PLC)管理机器操作,并且为机器中每个伺服电机轴产生运动轨迹规划。每个伺服驱动器包括多个控制环路来管理机械系统动态特性、电磁扭矩产生和电路动态特性。各控制元件的性能对机器吞吐效率和表面处理质量至关重要。计算机辅助制造(CAM)工具根据产品图纸、材料特性、机器和刀具能力,产生成品所需的机加工操作组合运动方案。然后,由自动化机器执行这些方案来制造产品。
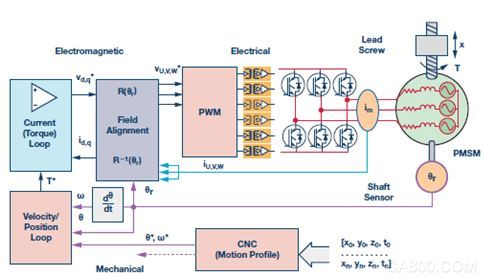
图1. 自动化机器控制系统
在多轴伺服控制系统中实现同步精密运动
完整的机器控制功能包括多个级联控制环路。考虑丝杠(用于将旋转转变为线性运动)提供的传动装置,CNC将机器空间(x、y和z)运动配置转换为每个电机轴的(θ或ω)运动配置。每种运动配置由时间中的位置或速度集合来定义。轴间的时序同步非常重要,因为时序误差对一个轴的影响与位置和速度误差相同。
伺服驱动速度环路的功能是计算跟随目标速度曲线所需的电机扭矩指令(T*)。成品的精度和表面质量取决于机器能否精确地引导切削工具沿目标路径移动。机加工操作的挑战在于金属切削过程是非连续的,因为材料以碎片形式脱落,因此,伺服驱动负载也会迅速变化。速度环路必须能够在切削操作中维持恒定的速度而不受负载变化的影响,并且在刀具更换操作中能够迅速响应速度指令。低速时的控制质量高度取决于位置反馈的分辨率,因为需要高采样速率微分器来产生高动态速度信号。机床驱动所用的精密编码器采用快速模数转换器在编码器计数之间插值,以提供更高的分辨率。例如,一个4096线编码器采用简单的数字接口时,可提供14位/转的位置分辨率,而采用插值方法时,其分辨率至少可扩展至22位/转。位置分辨率提高到22位之后,在4位速度分辨率和1 RPM的条件下,采样速率可达4 kHz,而之前在4位速度分辨率和60 RPM的条件下,采样速率只有1 kHz。
在永磁交流伺服电机中,为了高效率、高动态地产生扭矩,要求正弦定子电流与转子磁体角位置对齐,如图2所示。电流和磁场对齐控制确保电机扭矩满足速度环路的动态要求。 PWM和逆变器反馈隔离模块包括在电路控制功能中。三相功率逆变器将所需的电压施加于电机绕组以驱动目标绕组电流。电流反馈功能将绕组电流测量与高压逆变器隔离,并向磁场对齐模块提供反馈信号。电流反馈的精度决定扭矩产生的质量,因为反馈中的增益、失调或非线性误差会产生纹波扭矩,进而表现为对速度控制器的负载干扰。在某些精密伺服驱动中,有一个附加环路也会补偿定子绕组线槽与转子磁铁相互作用所引起的伺服电机内部扭矩纹波。所有这些都能改善电机的低速性能,最终增强成品的精度和表面质量。
驱动架构
如上所述,驱动系统性能由多个方面决定,例如控制架构、电机设计、功率电路、反馈传感器和控制处理器。面对日益提高的驱动性能、灵活性和成本要求,以及模拟和数字电子控制元件的进步,控制架构在不断发展。基于模拟电路的传统伺服控制已被使用嵌入式处理器的数字控制所取代。另外,CNC的速度指令信号原先是精密模拟信号,现已变为数据包通过实时(RT)工业网络发送。因此,除了控制和功率电路以外,现代伺服驱动系统还包括通信接口。
驱动系统永远存在的电路设计挑战是如何将高压功率电路与用户连接的控制和通信电路安全地隔离。有一个常见架构可降低逆变器信号隔离困难,即功率电路与控制处理器接地直连,控制处理器与通信接口之间使用隔离栅。伺服驱动应用更常见的架构选择是将安全隔离栅放在功率级与控制处理器之间,而控制处理器与通信接口直连。还有一种不那么常见的架构,即把安全隔离栅分散在功率、控制和通信之间。这会降低每个隔离栅的隔离标准要求,而且可以缩小系统的整体尺寸。
图3显示了一个隔离控制架构实例,其中逆变器栅极驱动、电压反馈和电机电流反馈信号与控制处理器相隔离,但直连位置反馈传感器、用户和通信接口。这种架构不仅为控制电路提供安全隔离,还能抑制高压开关电源逆变器所产生的电路噪声。电机电流反馈由绕组分流器和隔离式Σ-Δ调制器产生,这些调制器提供增益匹配、非常低的失调和非常高的线性度。 完整的电流反馈信号路径还包括控制处理器,其上的可编程sinc3滤波器还具有输出短路检测功能。模拟信号隔离器提供逆变器总线电压隔离,此信号由嵌入式采样ADC获得。控制处理器上的正交编码器外设(QEP)支持简单的数字编码器接口,但带插值电路的更高分辨率编码器通常使用高速串行接口,以便按需发送位置和速度信息。
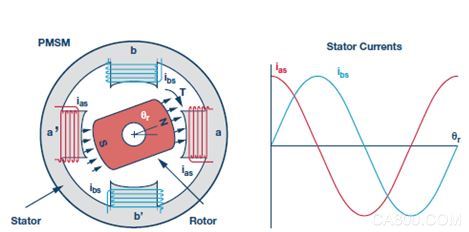
图2 两相永磁交流电机磁场对齐
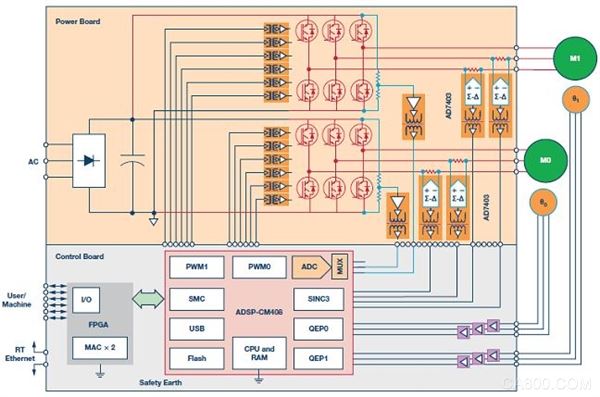
图3. 采用隔离式控制架构的双轴电机控制系统,使用ADSP-CM408混合信号ASP和AD7403隔离式调制器
上例中的实时(RT)以太网接口由一个FPGA电路提供,以便能够灵活地支持自动化市场上的多种工业网络协议。FPGA管理来自网络的实时数据包,而控制处理器则具备带宽和存储器来支持协议栈的管理。许多此类协议支持抖动要求小于1 μs的同步实时控制,这会给通信接口带来非常重的处理负担。如前所述,这种对伺服驱动同步的要求,与伺服驱动性能一样重要。在现代自动化机加工系统中,为了实现高生产率和高质量成品,以上二者不可或缺。自动化系统的一个新兴趋势是利用单个处理器控制两到三个伺服电机并依赖单个实时通信接口。现在,高速专用信号处理器(ASSP)便支持这种趋势,例如ADPS-CM408,其包括一个高速浮点内核和多组电机控制与通信外设。
工业电机驱动应用展现出来的多种多样的架构,突出说明了许多重要的电机驱动系统设计挑战仍然存在这一事实。随着可用控制处理和传感器反馈信号带宽的增加,自动化行业对更高精度和动态响应的需求不断提高。新材料、传感器、控制、通信电路架构,甚至更多的算法和软件,很可能会继续满足自动化生产行业对更高生产率和更高质量的需求。