机械手高难度识别项目再次来袭,这次识别难度更大,一旦发生错误也将更坑。
上一期介绍了电子元器件的接插,这次咱们玩个难度更高的,看见下面这一堆窟窿眼了么?
我们今天就要用激光来熔焊小黑孔管壁的边缘。
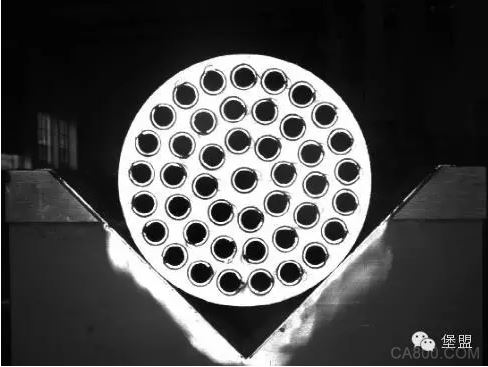
你能数完有多少孔么?如果数完了,来100根管子再数数看呢?
对,说的就是这地方,是边缘不是管子的中心,项目精度要求0.015毫米。

激光顺着这个位置走一圈,就搞定了。
但是项目对于精度要求极高,用人力焊这东西,稍不留神就焊歪了(关键时刻不能手抖啊!)
▼
另外
焊缝不牢固,后果很严重。。。
OMG!!!
管壁焊接不严实会严重影响实际使用中的寿命,长期堵塞的后果就是这样的。

坑爹!手抖的结果~~该项目由于蜂窝换热管焊缝不严导致堵塞,间接损失几千万软妹币
看来还是要搬出我们的机器人兄弟来干这受累不讨好的苦力活。
这次我们选用了六轴激光焊接机器人把边缘处的金属熔焊到一起。
可,问题还是一样:
机器视觉精度!
机器视觉精度!
还是机器视觉精度!
不卖关子了,也该请上今天的主角了,咳咳。。。
1双“盟”合璧的长短刀设计

为了不让机械手跑偏,我们再次选择了堡盟工业相机,这次方案不一样之处是我们选择使用两台相机,做一个攻守兼备的二刀流般的识别。
2“长刀”远距离的初步识别
初步识别要求视野296mm*220mm,精度0.1mm
拥有高像素分辨率以及色彩辨别能力的堡盟EXG 500万像素工业相机负责对蜂窝换热管进行全面整体的初步识别:
钢材好才能锻造好刀,EXG拥有500 万像素cmos光学传感器,在弱光环境下能保留更多的细节。
500万的高像素和2592*1944的分辨率轻松达标0.1mm的初步识别精度。
有足够的空间“长刀”才能耍的开,32m奢侈大缓存让相机快速处理照片信息而不出现数据拥塞。
“刀”虽长耍起来也不慢,正常情况下EXG拥有13fps,开启binning帧率提高模式后,帧率高达恐怖的33fps。。
好“刀”也不贵,最最关键的它还拥有极其出色性价比。

负责精确识别的堡盟TXG 相机
3“短刀”近距离精确识别
如果说“长刀”拥有距离上和范围上的优势,那么“短刀”则是拥有精准和速度上的优势,精确定位要求视野20mm*15mm,精度0.015mm!!!
“短刀”是拥有高帧率的堡盟TXG 130万像素工业相机负责对单一小孔进一步执行精确识别:
它拥有SONY1/3寸CCD传感器,CCD传感器可实现更高的感光度和低噪声
130万像素的分辨率足可应付高清状态下单孔0.015mm的精度要求
高清模式帧率下可达32FPS,开启bining加速模式后更是达到了惊人的65FPS
4us的曝光时间让高帧率识别中的“短刀”如虎添翼
它们的共同优点还包括:
GigE千兆以太网接口,高速实现数据交互,大幅加速“双刀”信息的交汇速度
智能温度管理和牢固工业M8螺纹接口设计,平均MTBF达到了37万小时。。。(这不知啥时候才能申请换新)
当机械手接近蜂窝换热管的时候触发初步识别标号(远距离长刀上),在执行了接近动作后触发进一步的精确识别(近距离短刀攻)

堡盟TXG以小孔圆心定位对周边的管壁进行识别

兄弟齐心其利断金,左边为TXG右边为EXG。
再来张左侧现场视图,蓝色LED光源虽然有点瘆人但光线穿透力强,能保证识别后的出图质量,看到堡盟相机了没?这就是TXG工业相机在精确识别小圆孔。

对比庞大的六轴机器人,小孔已经显得极度渺小,更不用说管壁边缘了
∞
别急!!!工作原理还没看捏!!!
▼
4工作原理
机器人在蜂窝换热管的两端分别建立坐标系,相机在两个坐标系中分别标定,机器人在触发相机之前给视觉软件发送拍照位置信号,视觉软件获取到图像后调用不同的标定数据计算圆孔中心在机械手相应坐标系中的位置,然后通过TCP/IP协议发送给机器人,机器人获取到位置信息后以固定半径进行焊接。
由于项目执行原理比较复杂,机械臂动作幅度也比较精密,不建议用单一相机来识别。
“人多力量大”的道理同样适用于机器视觉!