
工业机器人,是工厂中提高生产效率、提升产品品质不可或缺的重要机器。在这里为广大希望通过熟练使用机器人来提高生产效率的年轻工程师们,就引进机器人的基础作个简要说明。
小编让大家久等了。第一篇干货推出后,得到大家很好地反响。我们马不停蹄地为大家码好了第二篇,赶快收藏哦。
《弧焊机器人的引进》
Q1 弧焊机器人是什么样的机器人呢?
A1 手持焊枪进行电弧焊接的机器人称为弧焊机器人。
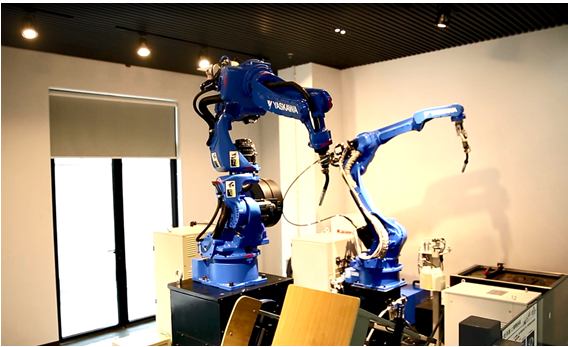
弧焊机器人分为,如图1所示的焊枪电缆非内置类型和如图2所示焊枪电缆内置类型。将焊枪电缆内置后可以避免产生焊枪电缆和机器人手臂之间的干涉,因此具有提高焊丝的送给效率和提升机器人自由度等的优点。
由于弧焊要求轨迹的精度,弧焊机器人会高精度地完成直线插补和圆弧插补。同时弧焊机器人在非焊接区间尽可能通过高速动作缩短生产节拍时间。
弧焊机器人的控制柜与焊接电源以及可以任意变更姿势的变位机连接在一起。由机器人控制柜进行控制,与焊枪动作和焊接电源同步,正确控制焊接电流电压,从而确保焊接品质。
焊枪位置的设定,通过由操作人员操作示教器,让机器人在工件的焊接位置工作,对机器人进行工作点示教,并让其重复动作的方式进行。
图3为示教器。示教器中上有让机器人在6轴的正方向和反方向活动的轴操作键12个,通过选择坐标,可以在X、Y、Z、Tx、Ty、Tz的正方向和反方向上动作。同时按数个轴操作键,可让机器人在斜面上动作,也可让机器人的基本3轴和手腕3轴分别进行动作。



Q2 机器人用焊接电源的特征是什么?
A2 人工焊接和机器人焊接不同,机器人用的焊接电源具有以下特征。
▽焊接速度=人工焊接速度为每分钟30~50cm,而机器人则为每分钟60~200cm的高速焊接,因此需要高速且稳定的焊接性能。
▽焊接次数=机器人在非焊接区间高速动作,因此和人工相比可以压倒性多次进行焊接。
电弧ON/OFF的次数增加,也要求电弧ON/OFF时在提高焊接性能的同时要有高耐久性。
▽再现性=为防止出现焊接不良,人工焊接时通过眼睛观察焊接状态进行焊接操作。
机器人则通过切实地再现焊接状态来防止出现焊接不良。因此,要求不受送丝负荷变动、一次侧电压变动以及温度变动等的影响。
▽脉冲焊=机器人常常用于非常适合高速焊接的脉冲焊中,因此要求具备脉冲焊的高性能。
最近的机器人用焊接电源,正逐步数字变频化,通过焊接电源内的高速CPU进行送丝装置的伺服控制,对焊接电流电压进行高速实时控制,以适应焊接速度的高速化、焊接次数的增加、再现性的确保以及脉冲焊接。
图4为数字化变频焊接电源的外观图。以保持短路焊接和脉冲焊接从低电流到高电流稳定进行为特征,标配可以支持不锈钢、铝、镀锌板等的脉冲波形。
Q3 机器人用的变位机有什么样的特征?
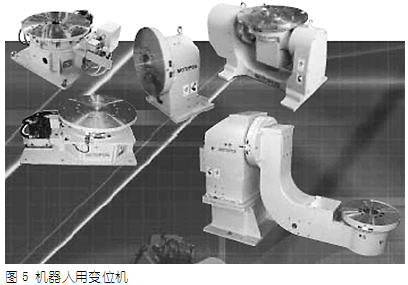
A3 工件姿势会给焊接品质带来很大影响。通过将工件固定在机器人控制的变位机上,工件姿势由机器人控制柜进行控制,使同步机器人动作并在最佳姿势上完成焊接成为可能。
图5 为机器人用变位机的外观图。机器人变位机中,有1~3轴类型,根据焊接形状不同区分适用。还要根据搭载重量的不同区分使用适合的变位机。
有时针对1个变位机,会配置2~4台机器人进行高密度焊接。由于变位机可动,因此需要和机器人一样采取安全措施。操作人员靠近变位机进行操作时,将对象变位机的伺服电源关闭。为安装和取出工件,有时会将变位机安装在行走轴上。
Q4 今后的弧焊机器人会如何发展?
A4 20多年前就有人开始对我说,弧焊会被粘合剂以及激光所代替。然而,现今弧焊非但没有减少,反而大有增加,这其中机器人发挥了很大的作用。也许20年以后,即使机器人和焊接电源取得巨大进步,弧焊本身应该不会发生变化。现在努力学习和积累的弧焊经验,必将在今后成为宝贵的财富。
