在现代智能制造业中,产品质量控制是企业成功的关键因素之一。随着市场竞争的加剧和技术的进步,传统的人工检测方法已经无法满足高效、精准的生产需求。视觉检测系统作为一种先进的自动化检测技术,正在迅速成为制造行业中的重要工具。
一、视觉检测系统的概述
视觉检测系统是一种利用机器视觉技术对产品进行自动检测的设备及软件统称。它通过工业相机、镜头、图像处理软件和算法来识别产品的缺陷、尺寸偏差和其它质量问题。与传统的人工检测相比,视觉检测系统具有速度快、精度高、稳定性强等优势。
二、视觉检测系统的工作原理
视觉检测系统的基本工作流程包括以下几个步骤:
图像采集:通过相机、镜头捕捉产品的图像。
图像处理:利用图像处理软件对采集到的图像进行预处理,如去噪、增强等。
特征提取:从处理后的图像中提取出需要检测的特征,如颜色、形状、纹理等。
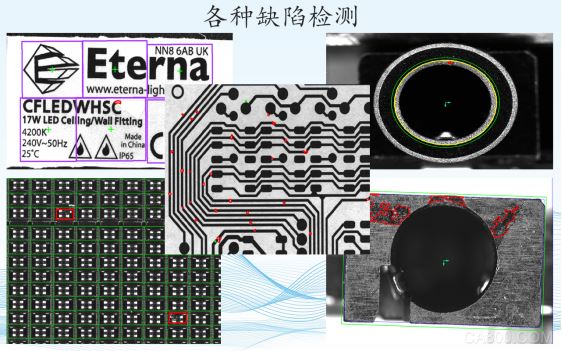
缺陷识别:通过算法对比标准图像和待检图像,识别出可能的缺陷。
结果输出:将检测结果反馈给控制系统,进行后续处理,如剔除不良品、记录数据等。
三、视觉检测系统的优势
高效性:视觉检测系统可以在短时间内处理大量产品,显著提高检测速度和效率。
准确性:机器视觉系统的检测精度可以达到微米级,远超人眼的识别能力。
稳定性:系统不受环境变化和人为因素的影响,能够长时间稳定运行。
灵活性:通过软件升级和调整,视觉检测系统可以适应不同类型的产品检测需求。
成本效益:虽然初期投入较高,但长期来看,视觉检测系统可以减少人工成本和错误率,提升整体经济效益。
四、视觉检测系统在不同行业的应用
电子行业:在电子产品生产过程中,视觉检测系统用于检测电路板上的焊点、元件位置和印刷质量等。
汽车行业:用于检测汽车零部件的尺寸、表面缺陷和装配质量,确保零件的安全性和可靠性。
食品行业:用于检测食品包装上的标签、日期打印和产品完整性,保障食品安全。
医药行业:用于检测药品包装的密封性、有无、混药、标签和批次信息,确保药品的质量和可追溯性。
视觉检测系统作为现代制造业中不可或缺的一部分,正在以其高效、精准和稳定的特点,帮助企业在激烈的市场竞争中脱颖而出。通过引入视觉检测系统,企业不仅可以提高产品质量和生产效率,还能降低运营成本和风险。未来,随着技术的不断进步,视觉检测系统必将在更多领域发挥其重要作用,为制造业的智能化和自动化贡献力量。