21世纪已过去20多个年头,国内外的工厂企业也顺应时代的发展对工业生产流程进行智能化,自动化升级改造。其中绝大部分的改造来自于将重复性的,密集型劳动改造成机械化,利用机器人24小时进行工业生产。
石油是公认的工业血液,那么工业的眼睛呢?就是各式各样的传感器,它们可以将温度,压力,动作与否等信息传递给计算机,由计算器根据这些信息下达下一步的指令。
现在,工业的视觉系统又将迎来一个新成员,那就是RFID,RFID由于技术特性,可以对多种信息进行储存,适合绝大多数恶劣的工业环境,自从问世以来就受到了广泛的关注。
上一期小编就超高频RFID读写卡的配置软件给大家做了介绍,那么今天文章的内容则是围绕着modbus tcp 通讯协议和西门子PLC(1200)。
本次测试使用的UR12-E00超高频读卡器是集成了自由协议和modbus tcp协议的高精尖设备,该读卡器使用以太网连接,左侧接电源,右侧接交换机或者plc即可。

将PLC和读卡器简单连接在交换机上就可以直接上电控制了,现在可以打开西门子TIA Portal软件,有经常使用TIA软件的都熟悉如果是PN连接的话是要导入GSD文件的,但是我们今天采用的是modbus tcp通讯,则不需要GSD文件。
Modbus tcp是一种工业上常用的通讯协议,目前市面上的PLC大部分都是支持该协议,因此直接调用TIA指令库的modbus主从站指令就可以与modbus设备通讯了,下图是进行读取指令的部分程序截图。
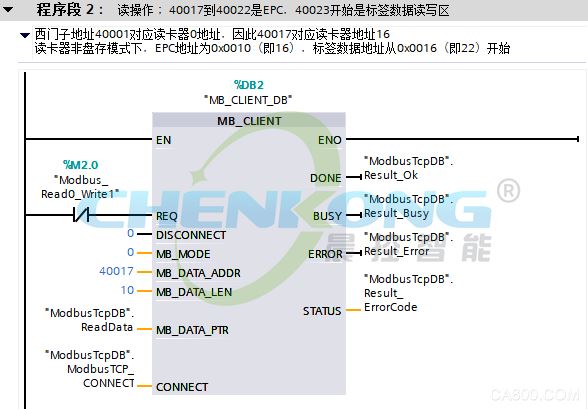
可以看到需要填写参数不多,EN用于调用该指令块,REQ是一个使能开关,开启则使得整个程序块按照编写好的参数运行。
DISCONNECT则是断开与modbus设备的开关,MB_MODE是指令块的两种模式选择,例如上图的MB_MODE=0则是代表指令块采取读取指令,若为1则是写入指令。
MB_DATA_ADDR是标签操作的起始地址,按照标准的modbus通讯协议,40001则是代表标签的地址0,如图为40017则是对标签地址16进行操作。
接下来的MB_DATA_LEN是代表操作的数据长度,这里的单位是寄存器,10个寄存器则是20个字节的数据长度。
PLC连接UR12设备时需要的以太网IP是在CONNECT这个参数中填入,这几个是比较重要的输入数据,右侧的输出数据则是指令块完成位和报错代码之类的,这里不多介绍。

以上提到的各项参数一部分可以直接在指令块输入,一部分则是要在指令块的背景数据块中输入,用户只需要根据文档中标注的数据区域更改MB_DATA_ADDR和MB_DATA_LEN就可以把需要的数据取出来。
以上就是关于超高频读卡器UR12使用modbus tcp与西门子PLC通讯的步骤,更多RFID相关信息请登录广州晨控智能技术有限公司官网或者关注微信公众号(晨控智能)查看,我们将第一时间更新RFID相关信息,期待您的咨询与合作。