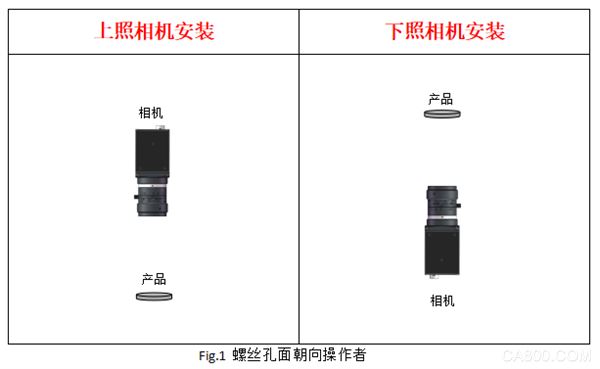
1、 相机安装
相机的安装方向:以操作者站立调试的位置为基准(一般就是显示器的位置),相机的螺丝孔面朝向操作者,标签面(即正面)远离操作者。这样才能保证实际图像和显示器图像保持一致性,方便调试。
2、 软件权限的登陆
① 点击软件左上角的“橙色图标”,点击“用户”进入用户设置界面;

② 用户管理界面,输入供应商权限密码:“310525”,点击“用户登陆”,进入软件管理权。
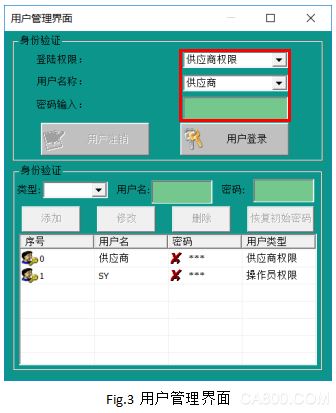
③ 有登陆权限,才可以设置软件参数,修改产品模板,非登陆状态,不能更改以上数据。
3、 *设置待机位(控轴软件操作,通讯软件则不需要)

设定对位平台的待机位原则即是:使对位平台的行程最大化。即要求对位平台各轴到正负限位的距离相等。
设置待机位之前需要启动复位进行平台回零,回零完成后点击“轴操作/IO监控”->“手动操作”弹出轴操作界面,选择X1轴,填写点动距离,通过手动点击正反转操控X1轴到限位中间位置,最后点“保存点位”。同理设定X2轴和Y轴的待机位置,如此便完成了对位平台待机位的设定。
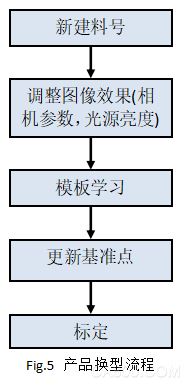
4、 产品换型
4.1、新建料号

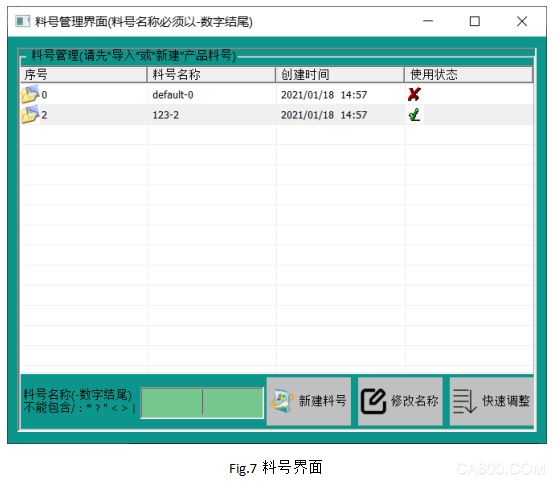
1. 料号用于存储不同产品的系统参数,包含:
光源亮度、相机所有参数、标定数据、映射数据、补偿参数、图像模板、对位设置参数等。
2. 列表里为当前已建好的料号档案,“default-0”为默认料号。
3. 当前料号的使用状态为 即为目前正在使用的料号。光标在当前料号时右键双击可删除当前料号,左键双击即导入当前料号。
即为目前正在使用的料号。光标在当前料号时右键双击可删除当前料号,左键双击即导入当前料号。
4. 新建料号时,输入新建料号的名称(“XX-数字”,数字代表料号的序号),再点击新建料号,新建的料号会提示是否复制当前的料号信息到新的料号上,新料号会拷贝旧料号的所有的参数。
5. 一般调试新的样品时,首先新建一个用于存储本样品的所有参数的料号,然后再调试光源亮度、图像模板、激光文件等。
4.2、调整图像效果

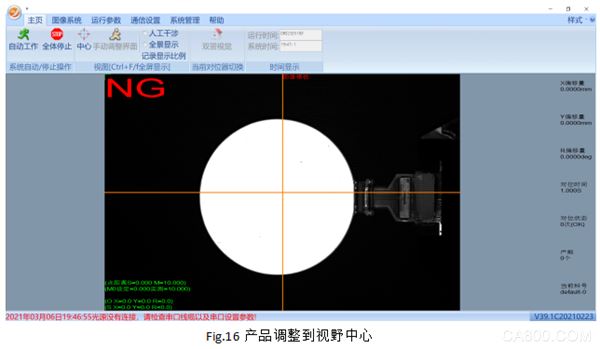
软件上点击中心,在图像中可以看到橙色的十字线,这个为视野中心,在产品上料过程中,我们需要将产品放置到橙色十字交点即视野中心位置。
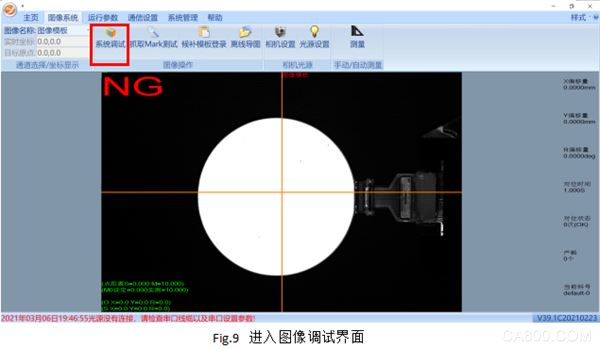
点击“图像调试”,进入图像调试界面:

1:调试流程树状图,调试哪个通道就点击对应的名称,然后相机参数、光源亮度和模板学习都是针对当前选中的通道进行的。
2:相机参数的快捷调试滚动条,包含相机的曝光时间、相机增益等,作用都是调节图像的亮度。调节好之后,通过点击“保存亮度”来保存生效。
3:光源亮度调节滚动条,可以调节对应的光源亮度。通过点击“保存亮度”来保存生效。
4:图像拷贝的快捷操作,可以将某一通道的模板和参数复制给另外一个通道。假如映射都是拿同一生产产品来操作,在学习映射模板的时候就可以直接复制之前做好的生产模板,不用再重复做一遍相同的模板,方便调试。
5:模板学习界面,学习模板都是在这个界面完成。
4.3、图像模板学习(以“灰度匹配+圆心”举例)
Ø Step1:如图11所示,左侧选中对应的产品通道后,开始学习该产品的模板。
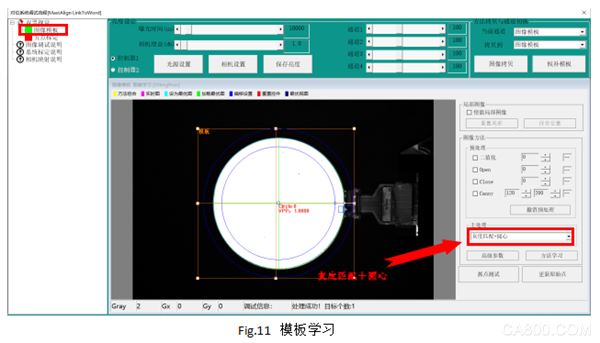
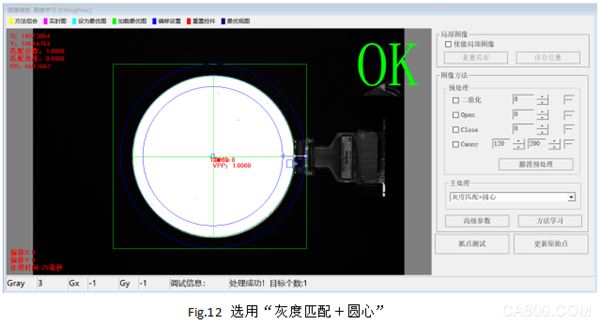
Ø Step2:如图11所示,下拉重新选择“灰度匹配+圆心”,黄色的模板框工具和蓝色的圆工具则会显示出来,通过拖拽调整先使圆工具的中心圆与产品的边缘相接,然后调整模板框位置和大小到合适。如图12所示,再点击“方法学习”,则学习记录当前的模板。注意圆工具的极性和找边方向。
Ø Step3:调整高级参数。点击“高级参数”,进入高级参数界面,调整参数如下图13与图14。可根据实际情况修改“分数”、“角度容差”、 “有效点比例”、“完整圆周”等参数。
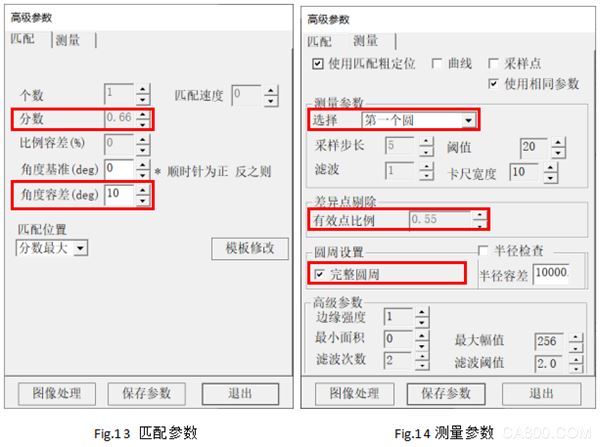
“分数”是限定模板匹配度相似度的参数,范围:0~1,代表图像与模板相似度必须高于该设定值。否则判定NG。
“角度容差”是限定匹配角度范围的参数,范围:0°~ 180°,代表允许角度偏差范围:±0°~±180°。超出则NG。
“第几个圆”是从该圆工具的范围内从寻边方向开始,要提取的第几个圆。对于有多个边缘干扰的图像,此参数非常重要,可以剔除不要想的干扰边缘。
“有效点比例”如同前面的模板分数,该参数是限定圆参数的有效比例的参数,范围:0~1。
实际提取的圆边由于有杂点干扰,图像处理中会剔除这些干扰点,剩下的认为是有效点,有效点占比太少则圆效果较差,管控这个比例界限的就是该参数。
“完整圆周”勾选则用于找完整的圆,不勾选则用于找只有部分圆的图形。
4.4、更新基准点
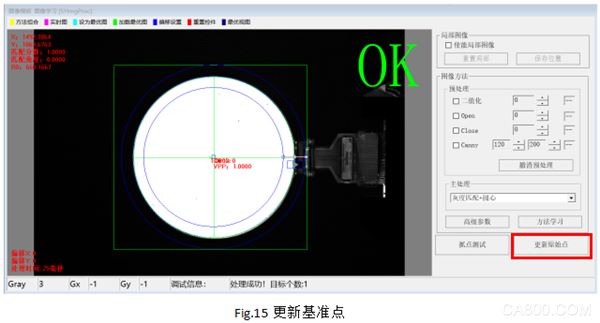
更新基准点的目的是给视觉对位提供基准,选择更新基准点的前提是,该图像确实是视觉对位的最终基准。因为一旦更新基准点后,后面生产,视觉系统将会每次将物料偏差纠正到基准点位置。基准点位置即是满足自动化设备需求的物料最终位置。
如果基准不变,只是重新做一次模板,则按照上面做模板的流程制作模板即可,一定不要再去更新基准点。
5、 相机自动标定
相机自动标定流程主要的目的是建立相机和对位平台的关系。之前有标定过,在相机没有动过位置的前提下,可以不用再标定。
5.1、调整产品到视野中心
5.2、相机自动标定
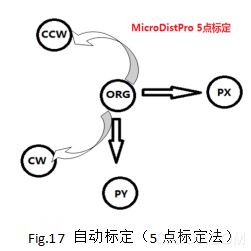
相机标定,通过对位平台自动完成相机和平台的关系建立,特别方便客户换型,用户只需要1分钟即可完成标定。
通讯软件,系统全体停止的状态下,点击下图所示的五点标定,即可由PLC端给信号启动标定,标定时观察图像抓点情况,不能出现抓错、抓偏位。系统提示标定完成即完成标定。

控轴软件,系统全体停止的状态下,点击下图所示的系统标定按钮,弹出标定界面,点击启动标定,系统将控制平台移动和相机拍照,标定时观察图像抓点情况,不能出现抓错、抓偏位。系统提示标定完成即完成标定。

6、 程序补偿功能说明
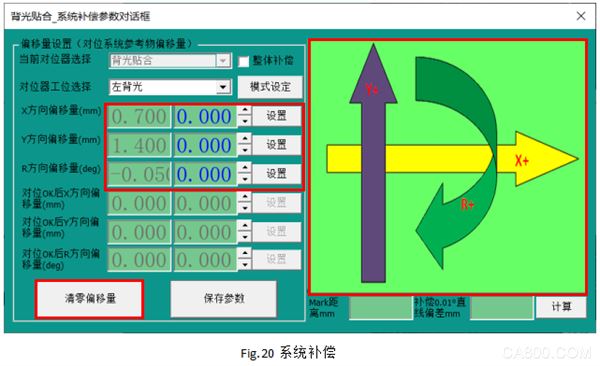
根据补偿方向图示,在右侧对应的方向补偿写入补偿数值后,点击“设置”累加到左侧的总补偿参数中。设置完补偿参数退出前必须要点击“保存参数”,补偿才能生效。
如果有多个补偿工位,勾选“整体补偿”时,点击设置,是将当前的增量一起设置到所有工位的。不勾选,则是分开累加增量。
清零偏移量,则会将累加的总和全部清零,同样需要点击“保存参数”,清零才能生效。