1. 前言
解冻是在塑封成型前EMC准备过程中的一个重要工序,可以防止模塑料变质和材料性能下降,影响集成电路(IC)的质量和可靠性。EMC对外部环境条件敏感,因为固化度受到环境条件影响。
EMC固化通常分为四个阶段,解冻是EMC出厂后运输到仓库冷藏阶段B的末段,如图1所示。
为了解冻模塑料,从温度为5°C或更低的冷库中取出EMC,经过一个分阶段的固化过程,通常是在室内环境中解冻24小时,室温通常设在23°C±3°(21°C至24°C),相对湿度40至55%RH(41%至51%),如图2所示。此后,按照规定的开袋保质期(floor life),将EMC装入压模机压模。开袋保质期一旦到期,则认为EMC已过保质期,应妥当处置。解冻的主要目的是防止水汽进入密封袋。如果不除湿,模塑料将会导致加工缺陷,例如,封装空隙、起泡或不完整。在后期封装或客户制造过程中施加热量时,水分还会引起可靠性问题,例如,焊盘或引线腐蚀、分层或爆米花现象。
1.1 模塑料处理不当
EMC处理不当包括用错EMC料、EMC过保质期和EMC不完全解冻。用错EMC料是指使用与产品要求不同的EMC,这可能是材料类型错误或颗粒尺寸不对。EMC过保质期是指使用了超出规定的开袋保质期的材料。不完全解冻是指解冻时间尚未到时提前使用材料的情况。
从EMC处理不当事故发生趋势看,2018年第四季第记录了1次过保质期EMC的加工不良事故,2019年第一季度发生一次解冻不完全事故,如图3所示。
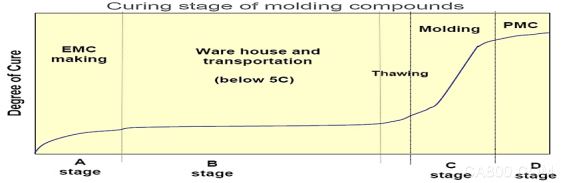
图1. EMC的四个固化阶段
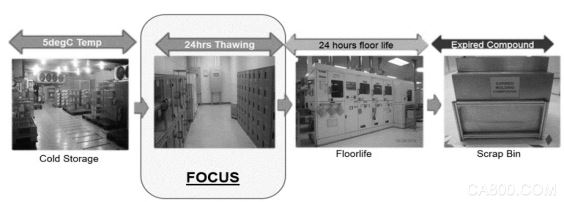
图2.模塑料处理流程

图3.截至2019年第一季度的模塑料处理不当发生趋势
对因模塑料处理不当而造成的加工不良品作可靠性测试,结果显示芯片顶部和芯片焊盘区域有分层,如图4所示。所有受影响的生产批次做报废处理,避免客户投诉。
1.2 现行模塑料处理不当防控措施
以前的EMC处理不当防控措施是采用颗粒颜色标识表,按照EMC类型和颗粒尺寸为每种模塑料指定一个唯一颜色标识,如表1所示,
图5所示是一个用不同颜色标识的颗粒品名标签,填写目的是指示模具机器编号、模塑料类型、颗粒规格、模塑料8NC、模塑料批次号、封装类型,这些信息是防止用错EMC料的关键。填写的项目还包括出库开始日期时间、开袋保质期开始和结束日期时间。这些项目是判断模塑料是否完全解冻或过保质期的关键信息。在解冻区内将小标签贴在模塑料包装袋或容器上。
图4.不完全解冻模塑料加工不良品的可靠性测试SAM图像
表1.模塑料颗粒颜色标识表
|
颜色标识
|
EMC 品名
|
规格
|
封装
|
EMC 材料代码
|
|
Cyber pink
|
Compound A
|
16mm/12.5g
|
VFDFPN8
|
5ST97516
|
|
Cyber green
|
16mm/7.7g
|
THUQFN76/HUQFN88/UFDFPN8
|
5ST00641
|
|
Cosmic Orange
|
16mm/11g
|
HVQFN/THUQFN76/HUQFN88
|
5ST09531
|
|
Orange
|
16mm/9.5g
|
VFDFPN12/UFQFPN48
|
5ST07832
|
|
Aqua
|
Compound B
|
16mm/10.8g
|
VFDFPN12/UFQFPN48
|
5ST29209
|
|
Peach
|
16mm/11.8g
|
WPLGA88
|
5ST97226
|
|
Gray
|
|
VPLGA88/VFQFN48-2D
|
5ST97227
|
|
Cyber Orange
|
Compound C
|
14mm/6.3g
|
LFBGA273
|
5ST07978
|
|
Turquoise
|
14mm/7.3g
|
HWQFN48R/56, TFBGA36/48/135/141, LFBGA49,uTFBGA25, VFBGA48/100
|
5ST00111
|
|
Light Pink
|
Compound D
|
14mm/7.3g
|
TFBGA169/240/388, LFBGA296/240/340
|
5ST97038
|
|
Ivory
|
Compound E
|
14mm/7.3g
|
HTQFN/HVQFN40-06/ TFBGA44/88, HWQFN56
|
5ST00261
|
|
Cyber Yellow
|
Compound F
|
14mm/6.3g
|
LFBGA273
|
5ST18563
|
|
Gamma Green
|
Compound G
|
0.15-1.0
|
SCALPAK
|
5ST18591
|
|
Green
|
Compound H
|
0.15-2.0
|
MEMS/COL
|
5ST18423
|

图5.颗粒品名标签
在模塑成型加工过程中,模具操作员在每次换班交接时和更换EMC后,都应在模具监测日志上记录EMC的详细信息,包括材料代码、批次号、开袋保质期和出厂保质期,如下图6所示。
1.3 解冻过程自动化
人工实施的模塑料处理不当防控措施很容易在填写颗粒品名标签时出错,这些表格处理不当会导致错料或漏料。更严重的是,操作员因为一时疏忽大意或不遵守操作规定,误用已知未完全解冻或过保质期的材料。
我们设计了一个详细的解冻流程图,以寻找现有防控措施的不足之处,防止处理不当事故发生。根据发现的缺点,我们开发出了自动化解冻解决方案,以防止解冻过程发生人为错误或违规现象。自动化项目要求EMC供应商将包装标签升级到条码标签,并搭建一个电子标签打印系统,打印不干胶标签,代替人工填写颗粒品名表。为防止生产人员取出未完全解冻或过保质期的待处理的材料,我们的解决办法是开发一个直到完全解冻后才开门的自锁解冻柜。为了控制进入解冻室的通道,解冻室只有授权人员才能进入。解冻柜电子流程图将有助于更好地管理解冻室内的模塑料状态。在生产车间应该有一个自动停机系统,如果下错料或者用了解冻不完全或过保质期的材料,系统可以停止一个生产批次的加工作业。表2列出了EMC处理流程图。
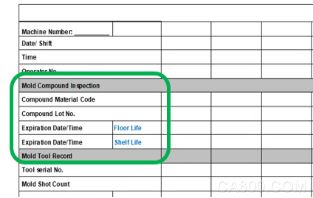
图6.模具监测日志表
表2. EMC处理流程图
|
EMC 处理步骤
|
故障模式
|
潜在原因
|
工艺缺点
|
|
从冷库中取出
|
出厂保质期过期
|
无 – 在仓库系统中,保质期过期信息传输不畅
|
无
|
|
颗粒ID生成
|
用错EMC料,解冻不完全,过保质期
|
EMC信息填写错误
|
人工填写信息
|
|
贴错ID标签
|
包装上标签粘贴不牢固,用胶带粘贴ID标签
|
|
ID标签丢失或脱落
|
|
在柜内解冻EMC
|
用错EMC料,解冻不完全,过保质期
|
贴错ID标签
|
包装上标签粘贴不牢固,用胶带粘贴ID标签
|
|
ID标签丢失或脱落
|
|
从解冻柜中意外取出EMC
|
解冻期间不能确保EMC的安全
|
|
分区承包管理无效
|
|
模塑料状态可见度低
|
|
在生产中使用EMC
|
用错EMC料
|
贴错ID标签
|
包装上标签粘贴不牢固,用胶带粘贴ID标签
|
|
ID标签丢失或脱落
|
|
批次被掉换或装错批次
|
批次与EMC对照检查不是每个批次都检查,人工作业
|
|
被掉换的EMC未倾倒
|
人工作业
|
|
用错EMC料,解冻不完全
|
从解冻柜中意外取出EMC
|
人工作业
|
|
EMC更换
|
用错EMC料或过保质期的料
|
未倾倒过保质期的或被掉换的EMC
|
人工作业
|
1.4相关文献综述
受工业4.0启发,ST 卡兰巴工厂所属的后工序制造技术计划的目标是在未来几年中开发最先进的制造环境。 从2018年到现在立项43个,落地22个。随着机器人、大数据分析、物联网(IOT)和可追溯性等技术进步,工业4.0可以提高企业的生产率,并保持市场竞争力,如图7所示,这些技术是这个计划的主要内容。
按照这个计划,本文将探讨以大数据分析、物联网传感器和可追溯性为中心的工业自动化。用扫描条码取代人工填表是彻底解决材料处理不当的一个重要对策。下面的一项研究讨论了材料标签的发展演变。
[3]智能工厂被定义为高度灵活的能够利用来自运营和生产系统的连续不断的数据流的联网工厂。在这种情况下,贴标签可能是最受欢迎的对象识别跟踪方法,从纯手写标签到条形码,再到二维码和RFID标签,标签在过去几年中发生了巨大变化。

图7. ST后工序制造技术自动化计划
有几种标签技术可用于自动识别工业产品。条码是最基本的技术,基本上就是用图形方法表示的前面第一节中提到的GTIN代码。读取条形码信息需要读取器和视线(LoS)。另外,条形码和读取器之间还需要较短的通信距离(最多几十厘米)。尽管有这些要求限制,条形码在许多工业应用中还是非常有用的,并且识别速度明显高于传统人工识别方法。而且,条形码确实很便宜,标记对象只需要条形码生成软件和打印机。尽管在工业4.0所描绘的自动识别场景中,似乎不需要条形码,但是在降低成本、读取距离较近或读取位置非常特殊的工业场景中,条形码仍然有武之地。
条形码和二维码通常用于库存应用、产品跟踪或物资管理,读取标签信息有视线限制,无法与物品交换信息,显然,无法主动报告物品状态。图8所示是直到智能标签出现之前标签技术的发展历程。
易变质材料控制系统,也就是模塑料控制系统,有一个包含所有的EMC取用信息的数据库,并连接制造执行系统(MES)。该系统与MES系统对照检查将有助于决定批次加工作业决策。自锁解冻柜系统的传感器、致动器和硬件由模塑料控制系统的PLC控制。
[1]自动化层次结构的发展趋势是从传统的金字塔概念向云概念发展,如图9所示,在云概念中,所有系统都互动。
本文论述结合了我们的FW2制造执行系统(MES)系统的改进之处,因此,根据现代MES未来发展趋势评估我们当前系统的性能有利于我们改进系统。
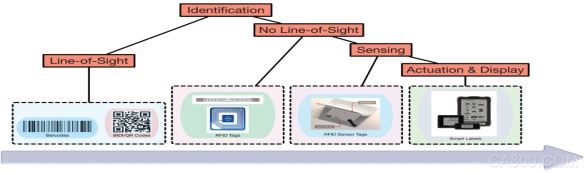
图8:工业标签技术的发展历程
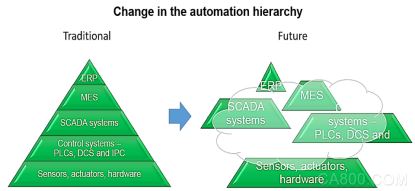
图9.自动化层次结构的变化
[2] 基于分布式逻辑的现代制造执行系统(MES)为开发工业4.0模型提供了一个开发平台和一个自然垂直集成途径。集成到“上层”的企业资源规划(ERP)系统中,同时监控“下层”的生产流程,MES的效果始终是最好的选择。因为网络物理系统(CPS)和网络物理生产系统(CPPS)相互直接通信,MES可以触发业务规则或工作流,管理整个生产过程。例如,作为高级质量抽检策略的一部分,品控过程可能要求设备执行更多的验证步骤,无误后在继续执行后面的加工作业,这就要求业务规则中有通信功能,因此在设备继续执行其生产过程之前,不会绕过品控过程。
在工业4.0中,过程控制(SPC)是另一个依赖良好的系统垂直集成度的领域。SPC要求长期从出入工厂的大量材料中收集数据。例如,如果CPS中的设备意识到需要收集可测量的变量,则根据SPC规则,确认变量是在限制范围内,如果不在限制范围内,则可能需要采取修正措施,在CPS上层系统中触发修正操作标志。MES依然是实现此目的的理想平台。
在ST卡兰巴工厂,我们的FW2制造执行系统集成了这些验证工序和SPC控制。进一步提高系统集成度,确保加工过程在正确的时间使用正确的材料,对于防止加工不良至关重要。本文将在后续部分中详细论述讨论如何解决这一问题。
2. 材料与方法
2.1材料
为了自动识别颗粒,材料供应商需要升级包装标签条码,增加材料品名、型号、批次号、制造日期、保质期、数量和包装箱号。扫描仪读取条码信息并将其传输到条码打印机,按照规定格式在标签贴纸上打印信息,如图10所示。
生产批次追溯信息又称行程卡,卡上的条码包含EMC信息,用于在批次交易期间,对照检查当前装入设备的EMC。如图11所示,在压模过程中,行程卡上使用相同的条码格式,如图11所示。


(a) (b)

(c)
图10. a)条码扫描器,b)条码打印机和标签贴纸,c)模塑料供应商标签

图11. 在ST卡兰巴工厂使用的行程卡
2.1.1硬件
将EMC解冻存放方式从开放式解冻架或解冻柜换成内置自锁系统的封闭式解冻柜,以防止未完全解冻或已过保质期的EMC被意外取出。每个柜门位置都有一个监测EMC状态的LED指示灯,如图12所示。
为了防止未授权人员进入解冻室,在解冻室的门上安装了门禁。如图13所示,。


(a) (b)

(c)
图12. EMC解冻存放柜(a)开放式柜子,(b)开放式架子(c)自锁封闭式柜子

图13.解冻室门禁
2.1.2自动化软件和升级
为了读取EMC供应商的标签,打印颗粒品名标签,我们开发了一种称为易变质材料控制(PMC)的软件,如下图14b所示。在打印输出中有一个被称为盒子ID的唯一代码,这个信息可以用作软件与其他制造系统的接口,如图14c中所示,因为已经通过电子方式完成信息录入,所以不再需要人工填写模塑料取出日志表。制造执行系统(MES)使用Factory Works 2(FW2)系统,该系统已升级到集成PMC数据,有对照检查功能,如图14a所示。
模塑料解冻柜监测应用程序是我们开发的另一个软件,安装在解冻室的PC机上,用于控制EMC解冻柜自锁系统,如图15所示。在EMC解冻完成后,软件会自动打开柜门锁。模塑料准备就绪后,通过提交电子取料申请表取走模塑料。软件还通过图形界面为用户显示每种模塑料的状态和解冻柜位置。
2.2 Procedure测试过程
在所需的材料、硬件和软件都准备到位后,试运行系统,检查自动化功能是否准确,是否符合预期目标,如图16所示。
对于PMC条码打印,对照模塑料标签检查打印标签,核实扫描信息是否正确无误。核实在PMC中所有已交易的EMC是否已录入到EMC电子日志中。


(a) (b) (c)
图14.(a)FW2系统(b)PMC易变质材料控制(c)PMC的打印标签屏幕
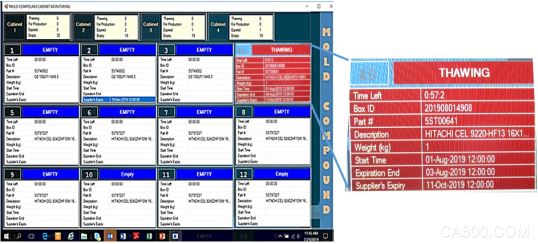
图15.模塑料解冻柜监测系统

图16. EMC处理过程自动化流程
在模塑料解冻柜控制应用场景中,对扫描的条码数据执行相同的对照检查。屏幕上的状态和位置与自锁解冻柜的实际情况相互对照验证,检查柜门开启是否符合24小时要求,核实取料申请表中所有已处理的EMC是否列在EMC电子取料日志中。
在模塑料颗粒盒ID录入系统后,升级后的FW2系统能够检查生产批次是否遇到跟踪错误。如果材料即将过保质期,系统将会预警,提醒人员检查。如果模塑料已过保质期,系统将关闭生产批次跟踪。
3.测试结果与讨论
3.1 易变质材料控制数据准确性测试
比较EMC供应商实物标签与易变质材料控制系统条码打印输出,所有输入数据都相同。两个标签的实际图像如下图17所示。

(a) (b)
图17.(a)供应商的模塑料标签实物,(b)同一个模塑料标签的PMC打印标签实物
使用双比率检验方法比较人工填表和PMC之间的颗粒标签信息准确度。在95%置信度下,P值为0.0434,人工填写和PMC之间存在显着差异。使用PMC没有记录到任何偏差,详见图18。
3.2 自锁柜系统功能测试
在开放式解冻架和自锁解冻柜系统之间,使用双比率检验方法比较解冻状态和标签信息的准确度。在置信度为95%,P值为0.0235时,开放式解冻架和自锁解冻柜系统之间存在显著差异。使用自锁柜系统没有记录到偏差,详见图19。
3.3 FW2系统升级测试
FW2系统升级后能够提供预警时间和禁止交易的偏移时间和保质期过期警报,如图20所示。
从2019年第2季度开始实施所有自动化解决方案至图21所示时间,没有出现EMC处理不当记录。该项目能够消除与EMC解冻有关的模具加工不良问题,从而避免了生产批次报废而造成的经济损失。

图18.人工填表和PMC标签之间的双比率准确度测试
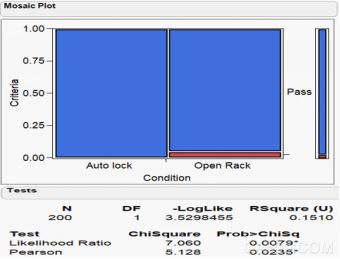
图19.方式解冻架和自锁柜之间的双比率准确度测试
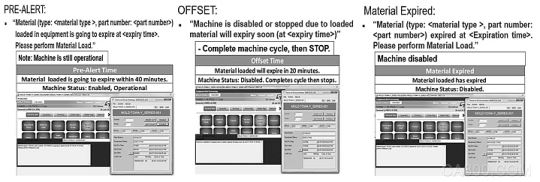
图20. FW2预警显示实图

图21. EMC处理不当趋势,截至2020年第一季度
3.4建议
建议将本文提出的适用于EMC处理的所有自动化方法扩展到其他直接和间接材料。由于FW2升级仅禁止生产批次交易,但实际上机器将继续使用EMC,因此需要进一步在机器级别对EMC进行防错处理。 模具系统采用与PMC相同的原理,可以对照检查材料和配方是否匹配,发现从机器数据库加载的过期EMC,并触发自动倾倒操作。目前正在与模具设备制造商讨论这一概念。如果存在其他的本文未讨论的无法预料的处理不当的缺点,请与其他ST站点共享经验教训,交流最佳实践经验,以进一步改进处理方法。
4.结论
PMC易变质材料控制系统省去了在解冻操作时EMC追溯性信息的人工填表工作,并且解冻准确度高,数据库可用于FW2等其他系统。
模塑料控制系统和自锁解冻柜在整个解冻周期内确保EMC和标签安全,并具有准确的位置和状态可追溯信息。
升级的FW2制造执行系统能够连接易变质材料控制系统的数据库,提供预警、禁用和关闭机器功能,一旦发现用错EMC、解冻不完全或过期的EMC,就会限制批次交易。
这些自动化模塑料处理方法彻底解决了模塑料处理不当问题,从而避免了潜在的批次报废造成的经济损失。
免责声明
用于本研究的产品是我们研究领域和国家/地区中普遍且主要使用的产品。本文作者和产品生产者之间绝对没有利益冲突,因为我们使用这些产品不是为了寻求法律诉讼,而只是为了提高知识水平。 而且,这项研究不是由产品生产厂商资助的,而是作者个人的研究活动。
利益冲突
作者声明本文不存在任何利益冲突。
参考文献
1. Francisco Almada Lobo , “Industry 4.0: What does it mean to the semiconductor industry?”, Solid State Technology Journal, Dec 2016, pp 21-22
2. Jeremie Bouchaud, “From Sensors to the Cloud: IoT in Manufacturing”, Smart Technologies Impacting Industrial Market Dynamics Conf, 26 April 2017, pp 14-15
3. Tiago M. Fernández-Caramés & Paula Fraga-Lamas,” A Review on Human-Centered IoT-Connected Smart Labels for the Industry 4.0”, IEEE Access, pp1, 5-6, May 7, 2018