功能介绍
打开MasterAlign(控轴或者通讯)一次标定和映射的功能,可以实现设备出厂前做好标定和映射后,客户自己换型调试通过电机改变相机位置或者搬运轴位置,不需要再重新标定和映射,方便客户自己产品换型的调试。
实现原理是在标定和映射时,软件记录设备相机各轴的坐标位置和搬运轴拍照位置、贴合位置等位置信息。此时做好标定和映射的数据的设备各轴位置数据作为标定时的原始位置信息,此后调试各轴位置,通知软件修改生产时的各轴位置,在对位关系上做出算法补偿计算,实现改变各轴改变位置后的贴合对应关系不变。
为了方便各轴修改位置后的数据及时写入视觉软件,PLC修改各轴位置后通过通讯发送给视觉软件。
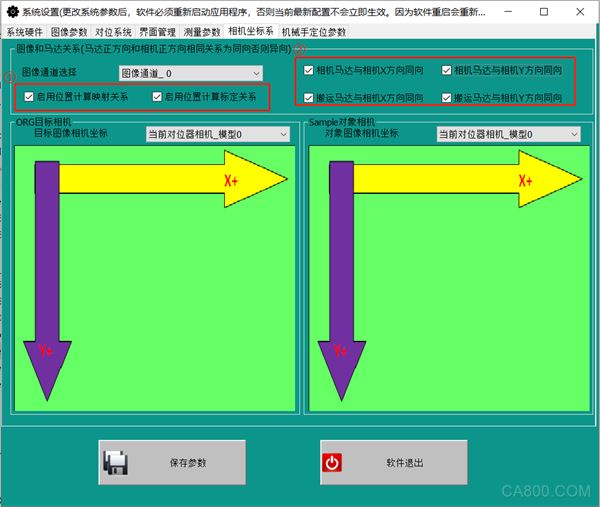
软件设置-控轴
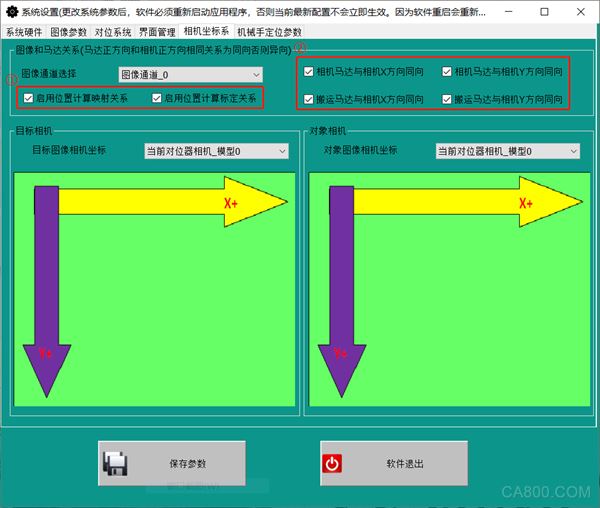
①一次标定和映射的启用开关
②相机安装方向和相机马达方向的关系设置(每个通道都需要设置)
相机安装方向和搬运马达方向的关心设置(每个通道都需要设置)
备注:图像通道和马达方向可单独设置
启动通讯模块,用于位置信息的传输。
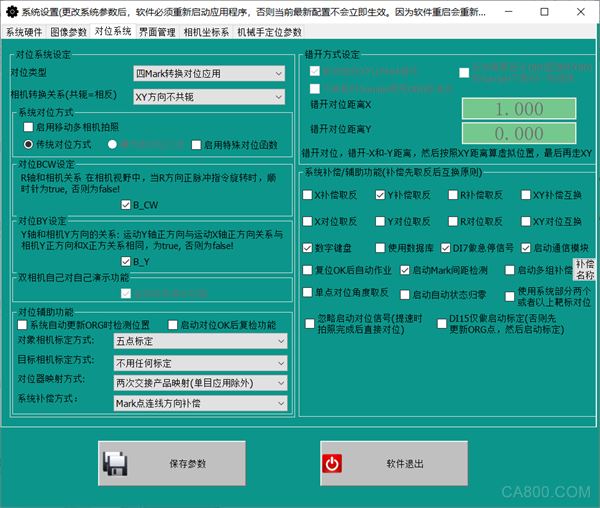
软件设置-通讯
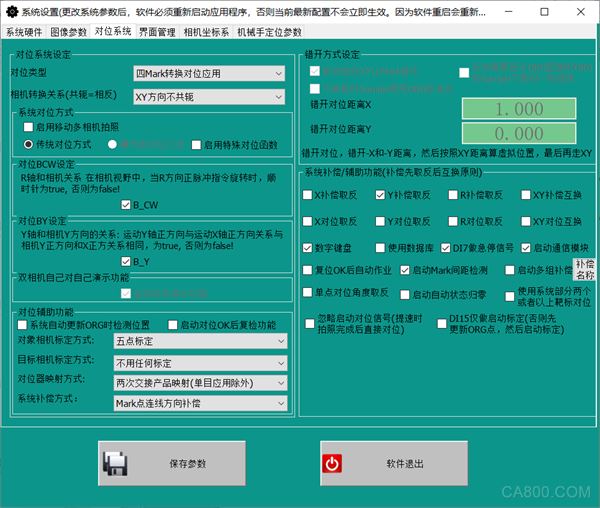
①一次标定和映射的启用开关
②相机安装方向和相机马达方向的关系设置(每个通道都需要设置)
相机安装方向和搬运马达方向的关心设置(每个通道都需要设置)
备注:图像通道和马达方向可单独设置
手动记录标定时的电机位置
手动保存标定时电机位置的步骤:
①选择“显示记录位置”;
②修改各轴位置,没有电机的位置填0。(包含相机位置,sample、ORG拍照位的搬运位置,贴合位置的Sample和ORG的搬运位置);
③依次点击“记录” ;
④将当前位置另存为生产位置;
⑤将生产位置另存为标定位置;
⑥保存参数。
手动记录生产时的电机位置

手动保存生产时电机位置的步骤:
①选择“显示记录位置”;
②修改各轴位置,没有电机的位置填0。(包含相机位置,sample、ORG拍照位的搬运位置,贴合位置的Sample和ORG的搬运位置);
③依次点击“记录”;
④将当前位置另存为生产位置;
⑤保存参数。
通讯协议-接收协议
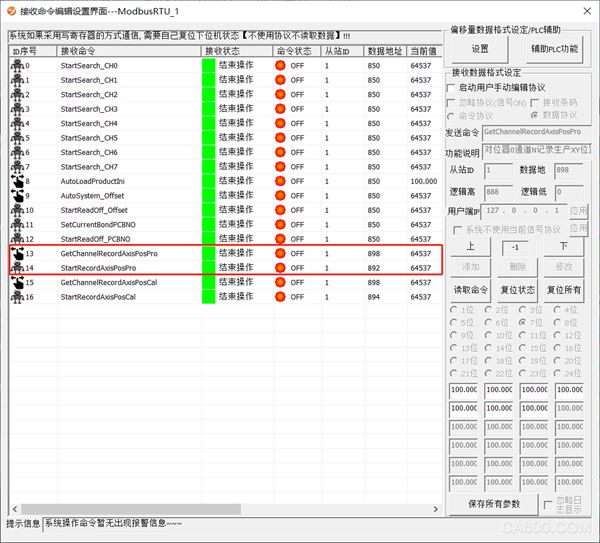
接收协议一共有2个指令用于接收PLC电机位置坐标。
13:对位器0通道N记录生产XY位置(数据指令通道N+搬运XYRZ+相机XY,七位的数据偏移量指令占用14个地址)
14:启动记录生产时位置允许读偏移量指令
备注:软件接收到的位置信息自动保存文件,如果执行了标定之后,软件会将位置信息保存为标定位置(即原始的基准位置)
通讯协议-发送协议

发送协议一共有2个指令用于发送信号给PLC。
29:询问相机偏移量N位置(返回生产位置)1~N,其中1~8代表相机生产位置
30:记录位置完成
备注:29号要位置指令如果改为命令协议就代表要所有的位置,如果改为数据协议就代表要固定通道的位置。0~7分别代表相机位置;8代表贴附位置(控轴和通讯相同)
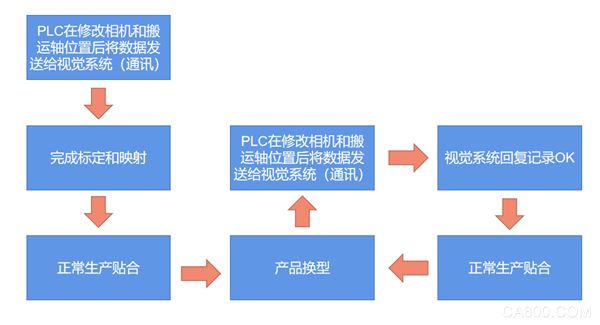
通讯协议(控轴)-通讯流程
方式一:

方式二:

通讯协议(通讯)-通讯流程
方式一:

方式二:

调试步骤