目前,对于电池缺陷检测的传统方法是人工测量和判断。机器视觉的检测系统可以克服人工检测的缺点,如电池检测结果受检测人员主观意愿、情绪、视觉疲劳等人为因素的影响,从而使检测结果标准、可量化,提高整个生产系统的自动化程度;既节约了人力成本,也避免人为统计数据所带来的错误。其中,如何突出缺陷、提取有用信息是视觉处理难点所在。
今天和大家分享锂电池封边缺陷检测的案例,在锂电池的实际生产中为防止电池漏液,造成安全事故,锂电池封边检测应做到:
1、检测电池是否封边完好;
2、封边到电池边缘的距离,以及是否存在褶皱。
一、难点检测
工件有银色、黑色2种颜色,银色工件反光性较强,要求光源的均匀性比较好,在检测褶皱时易与背景区分。

二、视觉检测硬件系统
实验环境采用自行搭建的模拟现场环境。如图3所示:实验采用的视觉检测系统主要由相机、镜头及光源组成。相机分辨率为3840x2748像素。镜头采用高清晰1000万像素级定焦镜头(OPT-C3514-10M),镜头工作距离为540±5mm,视场100mmx75mm。实际运用中,光源需采用高角度进行打光,采用了OPT-RI系列环形光源OPT-RI18000-R与 OPT-RI10015-R相结合打光,突出锂电池的三维信息,有效解决对角照射阴影问题,也能克服光源亮度不够的情况,光源的均匀性可以得到保证。同时采用OPT-LI系列OPT-LI21222-W条形光源, 从侧面进行打光可增强褶皱与背景之间的对比度,更好的突出缺陷部分。OPT视觉检测硬件系统可嵌入式的安装在所需检测工位上,基本无需对原有设备进行改造。
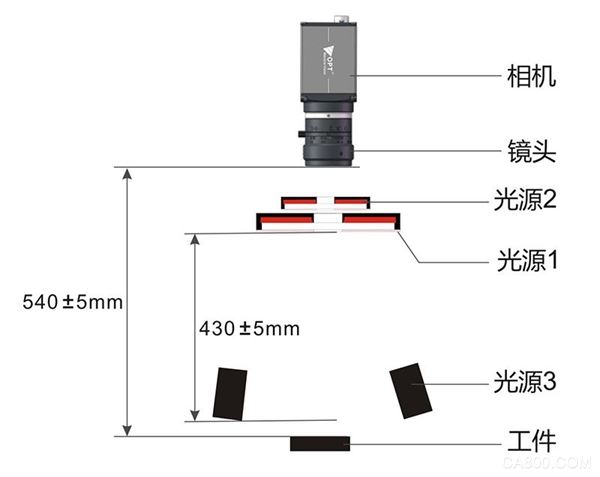
▲图3 锂电池缺陷检测示意图
三、获取图像
获取图像要点:
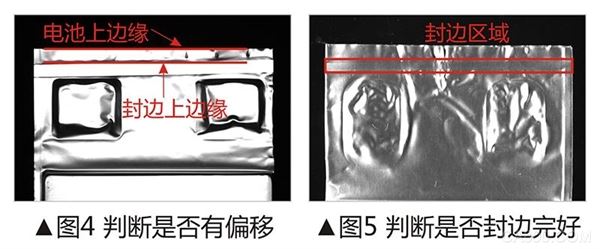
1、需抓取电池封边的上边缘与电池上边缘,通过测量两者之间的间距,来判断封边是否有偏移(如图4所示);
2、需抓取电池封边上的褶皱,来判断是否封边完好(如图5所示)。
四、软件检测说明
OPT旗下品牌SCI的SciSmart智能视觉软件是基于Windows系统的图像处理软件,具有图形化操作界面,包含多种图像处理功能,可对图像内容进行多种运算以及叠加处理,使其达到理想效果。
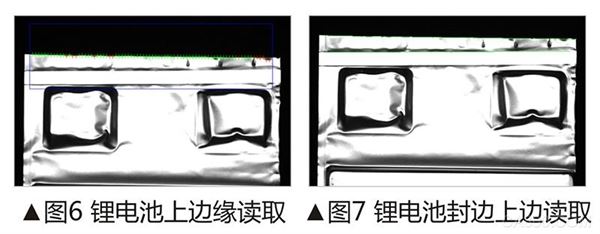
4.1 检测封边距离
锂电池封边检测时,受到各种褶皱影响局部反光效果不均匀,因此普通软件方法检测距离时容易受到平整度和背景整洁度的影响。通过SciSmart智能视觉软件各种图像算法叠加可将干扰因素过滤,只保留需要的部分。检测结果如图:
4.2 褶皱检测
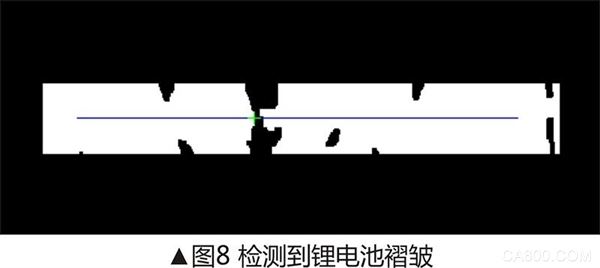
因褶皱检测特征相对边缘不够明显,干扰因素更多,检测难度较大。但通过SciSmart智能视觉软件合理的图像运算叠加,可得到需要的图像效果,甚至在特征不明显时也可将其突显出来。
由于打光效果差异,产品图像效果整体趋向于平面化,褶皱相较于其他打光方式更为明显,经SciSmart智能视觉软件合理的图像处理运算,褶皱部位显示为黑色连通的钟乳石效果,检测其连通性即可判断褶皱。
本文主要以锂电池进行作为实验对象,结合SciSmart智能视觉软件,完成对锂电池封边缺陷检测。通过仿真确定以中值滤波为基础的各种解决方法。深入研究了图像的处理算法,其中包括图像提取、中值滤波、二值化等步骤。最后通过边缘模板匹配的相似度值对比,检测到锂电池的封边是否偏移、判断褶皱等问题。该方法还可用于其他行业对缺陷进行检测的项目中。