科威PLC和触摸屏在吹膜机上的应用设计
一
吹膜机简介、主要工艺及技术要求
1. 吹膜机的简介
吹膜机是将塑料粒子加热融化再吹成薄膜。塑料薄膜、管材、电缆等生产过程中由于塑料颗粒等原材料实际堆积密度时刻变化、不均匀流动,以及昼夜温差、电网电压波动、过滤网堵塞等原因,造成成品厚度不均,为解决此类问题,我公司研发了全自动米克重控制器,本产品可以实现自动控制吹膜机的克重,通过电子秤采集进料的流量,并根据流量的变化控制给料的速度来实现控制出膜的克重。
吹膜机主要用于吹制低密度聚乙烯(LDPE)、高密度聚乙烯(HDPE)及线性低密度(LLDPE)等塑料薄膜,广泛用于水果、食品、服装、纺织品、菌种种植、日用品等民用和工业品的内外包装。
2. 主要工艺流程
吹膜机主要工艺流程:
将干燥的聚乙烯粒子加入下料斗中,靠粒子本身的重量从料斗进入螺杆,当粒料与螺纹斜棱接触后,旋转的斜棱面对塑料产生与斜棱面相垂直的推力,将塑料粒子向前推移,推移过程中,由于塑料与螺杆、塑料与机筒之间的摩擦以及粒子间的碰撞磨擦,同时还由于料筒外部加热而逐步溶化。熔融的塑料经机头过滤去杂质从模头模口出来,经风环冷却、吹胀经人字板,牵引辊,卷取将成品薄膜卷成筒。
3. 技术要求
(1).电源:AC220V±10%;
(2).工作温度:-5℃--50℃;
(3).环境湿度:≤90%相对湿度(无凝结水);
(4).称重传感器激励电压: 10VDC±5%,最大提供电流100mA。;
(5).模拟量输出类型:0~10V,0~20MA;
(6).编码器激励电压DC24V,最大提供电流100mA;
二
实施方案
1. 系统方案配置
吹膜机控制器方案的配置:CMJ-12M12T-2HAD、EX1-2AD\2DA、7寸
2. 应用的主要功能
(1).采用高速高精度称重信号处理功能;
(2).采用标准信号控制牵引电机或给料电机的变频器。
(3).全自动控制米重重量,减少人工干预,降低工人劳动强度。
(4).具有缺料、换卷等报警功能,可以实时提醒工人及时处理各种突发情况,减少废品率提高生产效率。
(5).实时显示当前卷长,方便掌握卸卷时机。
(6).实时显示当前产量及总产量,方便管理。
(7).具有过滤网堵塞报警,可提示工人及时更换滤网。
(8).所有接口采用数字隔离技术,抗干扰能力强。
(9).具有RS485和以太网接口,方便联网管理。
(10).实时显示膜重膜厚。
(11).主要功能界面如下
①运行界面:监控设备运行的实时数据。
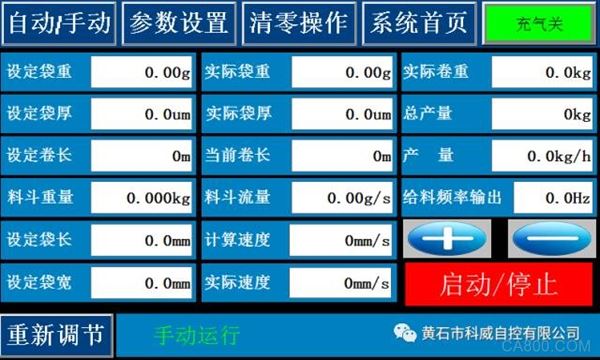
②参数设置:对系统运行参数的设置。
3. 实现工艺流程
半自动充棉机实现工艺流程:
1、输入设定袋重、袋长,袋宽,袋厚。
2、点击显示屏上的“自动/手动”按钮,将系统运行状态切换为“手动运行”状态。
3、调整牵引电机变频器到适合拔膜的频率,在参数设置画面“给料变频器”方框中输入生产工艺需要的给料频率经验值,启动给料电机和牵引电机,开始拔膜。
4、拔膜完毕后,等待监控画面的“实际袋重”“实际袋厚”显示值稳定后,点击显示屏上的“自动/手动”按钮,将系统运行状态切换为“自动运行”状态。
5、待膜稳定十分钟左右,取样袋称量所生产薄膜的重量以及测量薄膜的的厚度或称量其米重。
6、若取样参数或实测米重符合生产规格则可跳过此步,否则点选参数设置中的重量修正值,当实际袋重大于设定袋重时可适当增加修正值,反之则减小修正值,一般经过一到两次的修正,实际生产袋重符合生产需求(一般只有第一次启动控制器的时候才需要调整重量修正值)。
7、进入正常的自动生产,观察监控画面实时监控的参数数据是否异常,注意在自动生产的过程中发出的缺料报警,换网报警,卷长换卷,卷长停机报警以保证自动控制膜重膜厚的质量。

三
项目总结
1. 方案的优点
目前吹膜机的方案有:
(1)手动调速方案
①手动调速是设定变频器固定速度进行控制,无反馈调节,在外部有干扰的情况会影响莫的厚度;吹膜机控制器方案带有反馈调节,实时调节变频器的速度来控制膜的厚度,在外部有干扰的情况下,能跟踪调节膜的厚度控制。
②在需要更改膜的规格时,手动调速方案需要手动更改变频器的速度,吹膜机控制器方案只需要修改膜的参数规格,系统自动调节控制膜的厚度;
(2)单片机米克重方案
①吹膜机控制器方案比单片机方案,在修改使用功能方面更为方便,需要增设附加功能,吹膜机控制器方案更为灵活性。
2. 注意事项
(1).不要安装在阳光直晒处,且避免温度突然变化及强的机械振动;
(2).称重信号线请用双绞屏蔽线,且与其它可能产生电气干扰的电线隔开;
(3).手动调节牵引速度的频率不要太快,系统内部有一个调节控制薄膜厚度有一个运算周期;
(4).定期检查各运转电机温升和机械传动情况;
(5).称量斗不要与机器侧面相碰;
(6).称量斗要调整水平。


