1 引言
电烧网带窑是一种底烧式及上烧式网带传动连续生产的热工设备,在网带下面设置了多组电阻丝进行加热,窑内高温气流进行反复搅拌,由无级调速电机,带动减速机及主动滚筒,使耐热不锈钢网带运动,从而带动产品经过预热、高温、冷却段,完成烧制过程的一种窑炉。
EH电加热控制器是一种面向工业电加热行业的专用控制设备,该控制器集功率可控硅、可控硅移相(或过零)触发、微电脑控温(或控压、控流)板于一体,具有CAN总线通讯、电流电压反馈、超温、过流报警等多项功能,是解决高精度电加热温度控制的理想装置。
EASY系列嵌入式PLC编程环境与三菱 FX2n 兼容,除具有通用PLC功能之外,还可与多家HMI相连,能方便地实现CAN、485通信,可多组成多层网络。
由PLC+HMI+EH电加热控制器组成的电烧网带窑控制系统,已在黄冈市中洲窑炉公司承建的岳阳长岭炼油厂催化车间网带窑中得到应用。下面介绍该控制系统。
2 控制结构图
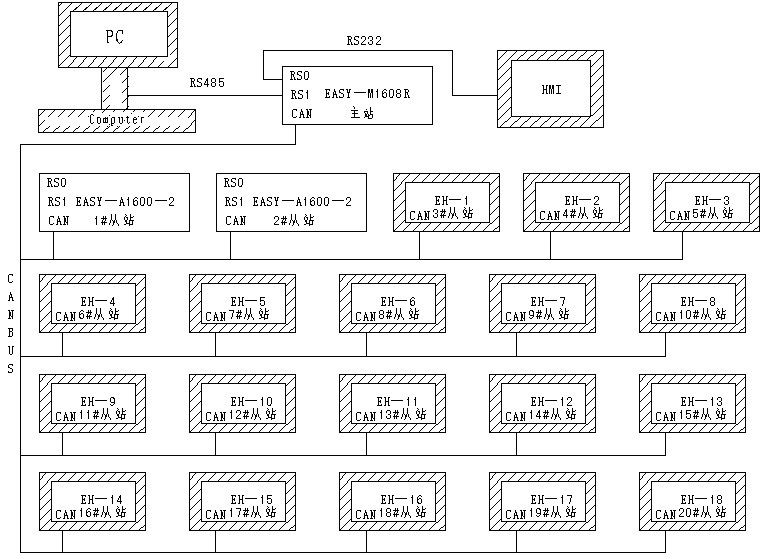
控制结构图
下图是在CANSET下设置的本系统CAN网络配置:
1.相关信息通过RS485网络传到计算机,计算机只作信息管理用,不参与控制。
在计算机中包含有:现场模拟图、温度实时曲线图、控制设定曲线图、历史趋势曲线图、并完成记录、报表打印功能。其中在计算机中的各曲线相关数据每隔2分钟自动保存一次。自动保存时间可以修改。
5、人机界面操作画面说明:
此画面是温度控制画面,上面两边分别是时间日期显示,中间是报警走马灯,当有某个从站掉线,或者是某一台电加热过流或者的是过热,都会在报警走马灯里面显示。当系统无故障时,报警走马灯显示系统运行正常。18台电加热的温度均可在此画面中设置,并且显示18台电加热的实测值。按压换画面按钮会进入相应的画面。


上面两个画面分别是上网带与下网带共18组电加热温度设置,并且显示26个热电偶所检测到的当前温度。其中温度检测中的设置值只是一个参考值。
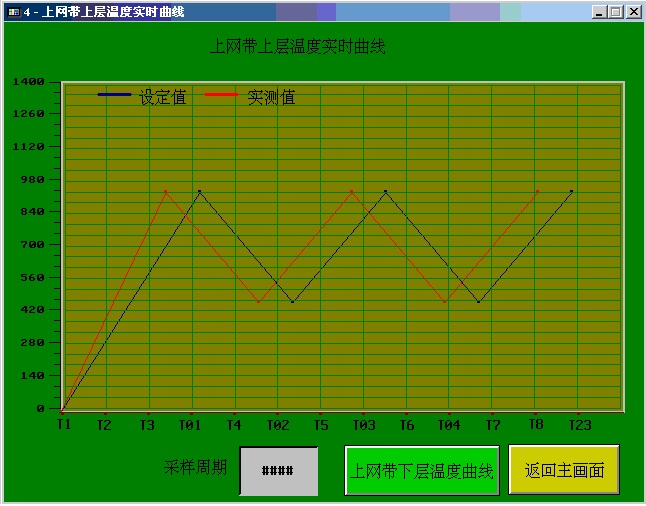
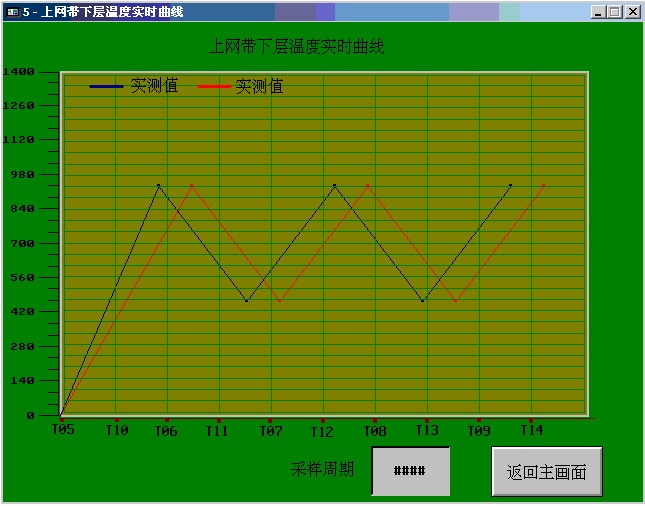
上面两个画面分别显示上网带上、下层的温度实时曲线。温度实时曲线由两条曲线组成,红色为实测值曲线,蓝色为设定值曲线。横坐标表示温度点,纵坐标表示温度值。按压采样周期设定按钮可以设置采样周期,设置采样周期设定按钮其实是设置曲线的更新时间。按压返回按钮返回主画面。
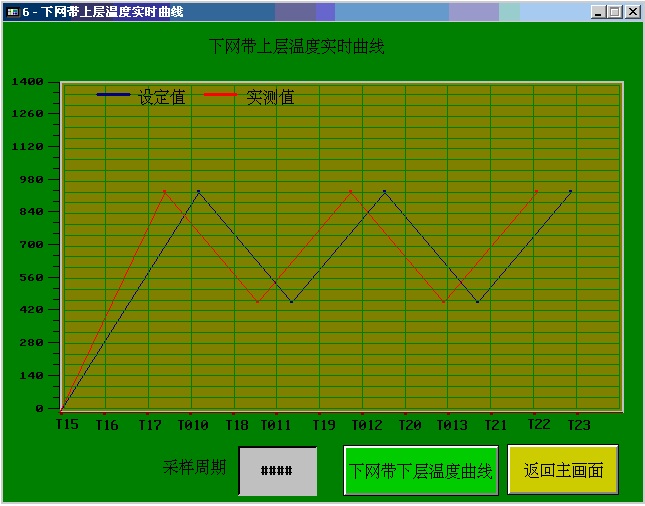
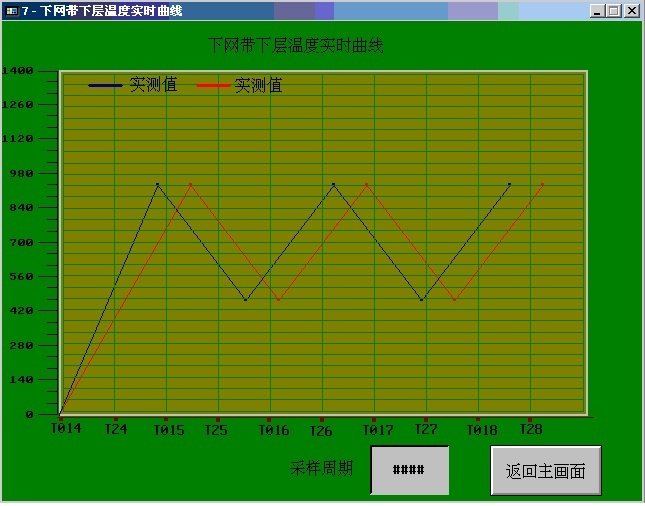
上两面个画面分别显示下网带上、下层的温度实时曲线,温度实时曲线由两条曲线组成,红色为实测值曲线,蓝色为设定值曲线。横坐标表示温度点,纵坐标表示温度值。按压采样周期设定按钮可以设置采样周期,设置采样周期设定按钮其实是设置曲线的更新时间。按压返回按钮返回主画面。


上面两个画面分别是上、下层电加热参数设置画面,其中相电压、电流实测值、温度实测值只是数值显示。运行模式、温度给定、参数P设定、参数I设定、上下限百分比、上下限报警是数值输入。密码设置是对该画面的权限设定,只有得到授权的人才能进入 此画面修改电加热的参数。根据工艺要求,参数一经设定,就不经常修改。按压返回按钮返回到温度控制画面。

此画面是故障信息显示画面,故障信息显示由三部分组成,分别是当前警报表,历史警报表,和在主画面中的警报走马灯组成。如果有故障发生,首先在警报走马灯上会有指示,这时打开故障信息画面,在当前故障表中有关于此故障的详细说明。待排除故障后,当前警报信息会自动消失,但在历史警报表中会有记录。当前故障显示里面记录39条故障信息,其中运行正常也放进了故障显示里面。在当前故障显示与历史故障显示里面能够显示发生故障的详细时间。当前警报表与历史警报表里面最多分别能够存储1000条故障信息。当有1001条故障信息发生时,系统会自动删除第一条信息。但在计算机上面还会保存这些故障信息。
四、结语
使用EASY系列的PLC、支持CAN网络的电加热控制器、工业级人机界面,组成的网带窑控制系统,编程简单,组网方便,接线少;人机界面功能丰富,组态简便,大大缩短了工程周期;实现了底层设备信息化,可以很好地满足温度实时控制的要求,易于用户使用和操作。
