为实现汽车碳罐检验的自动化,制造商一直采用偏光镜和开箱即可使用的相机来减少眩光 生产汽车行业所需的金属碳罐时,通常需要使用密封剂胶珠。制造商必须将密封剂胶珠涂到圆筒形金属件的内部,以确保其他元件能够粘住。非常重要的一点是,必须检查该密封剂胶珠的存在性和均匀性,以确定其位置,并测量其宽度,从而确保其均匀分布在圆筒形金属件的圆周上。
在 900 个元件/分钟的生产速度下,人工检验密封剂胶珠不仅耗时,而且耗力,因此,这类元件的检验自动化势在必行。
为执行该任务,EPIC Systems公司开发了一套机器视觉系统,以减少误认为未通过检验的元件数量。质量控制流程需要检测密封剂胶珠的存在性和位置,同时测量其在直径为 10mm的碳罐圆周上的宽度。该公司采用了康耐视公司的三套 In-Sight 视觉系统,以确保当碳罐沿着输送带移动时,每台相机能够采集碳罐内表面 120 度范围内的图像(见图 1)。

图1:当碳罐沿着生产线移动时,机器视觉系统将会检验碳罐内的密封剂胶珠,以确保它的存在性,并保持正确的均匀。开发这套系统时,EPIC Systems公司将三套In -Sight视觉系统与光纤光源集成在一起(图中未显示)。
EPIC Systems 公司使用两种不同的机器视觉检验方法,同时检验圆柱形金属件的内表面,仅当两种方法均表明该元件合格时,该元件才能通过检验。
首先,使用康耐视视觉工具软件中的边线工具,以定位密封剂的顶部边线和底部边线以及碳罐的顶部边线。然 后,进行计算,以确定该密封剂胶珠的宽度以及胶珠与碳罐顶部边线之间的距离。同时,使用直方图工具计算特定区域内满足某些要求的像素数量。通过计算定位该 胶珠的区域内的黑色像素数量,我们能够确定胶珠是否存在,以及胶珠中是否存在不一致之处,如孔洞或间隙等。
克服眩光挑战
眩光是光线反射产生的,其会降低图像的对比度,并遮蔽图像特征。由于碳罐内部空间有限,眩光将会导致检验问题。在许多应用中,通过正确地定位光源和相机,我们能够消除眩光。但在这种情况下,没有足够的空间来实施这种解决方案。
此外,由于原材料和制造工艺的变化,碳罐在外观上也可能有所不同。在初始应用中,采用了一个数字图像滤波器来突出眩光。该滤波器将根据结果设置图像阈值,以减少眩光的影响。
然而,视觉系统的规格要求是 0%的误报率,其必然的结果是,一定数量的元件会被误认为未通过检验。误认为未通过检验的比例一开始为每 100 万元件中有 400个元件。虽然这个比例较低,但仍然需要安排人工检验每个被剔除的元件,考虑到生产线的速度较高,这是很难完成的任务。
为克服这种眩光挑战,该公司开发了一套机器视觉系统,该系统集成了偏振滤波器。当沿着特定的方向经过偏振处理的光线照射到一个漫反射表面时,大部分光线将成为随机偏振光线,并按随机方向反射出去。然而,在存在强烈反射的区域内,仍然会保留大部分偏振角度的入射光。
通过将一个偏振滤波器放置到相机镜头上,相对于光源偏振角旋转 90度后,强烈的偏振光反射将被相机镜头滤波器所吸收。然后,来自无眩光区域的漫射光线将被传输到相机镜头,从而减少了眩光的影响。
通常情况下,眩光是可以使用一个滤波器来减少的。然而,待检验物品的圆柱形几何形状却影响了一个简单的 一维偏光镜帮助一个由多台相机组成的系统减少眩光的能力。在这种情况下,该公司特别采用 Midwest Optical Systems 公司的偏振滤波器减少了眩光。
偏振光
虽然金属表面不会使光线偏振,但来自非金属表面的反射光线在较低的入射角度下却可能会变成偏振光。在一 个称为“布儒斯特角”的角度下,反射光线将完全偏振化。为消除两种直接光线反射和低入射角度下反射的光线所引起的眩光,该公司将三个饼形偏光镜安装到光纤 端操纵装置上(见图 2)。
每个饼形偏光镜的角度均用于帮助特定的相机从几何上减少低入射角度下反射的光线。
通过相机镜头上安装的偏振滤波器的交叉偏振作用(来自 Midwest Optical Systems 公司的PR032 偏光镜),该检验系统减少了光线的直接反射。这使视觉系统能够采用单一的光源,
同时帮助每台相机以最佳方式对该光源进行偏振处理。
如果仅将一个偏振镜置于光源之上,虽然可以减少光线的直接反射,但无法减少低入射角度下反射的光线,因为这更多的是一个几何问题。在后一种情形下,如果在光源上设置单一的偏光镜,仅可使其中两台相机不会遇到眩光,但无法解决第三台相机遇到的眩光问题。
光线偏振角度会影响光线如何在较低的入射角度下从光泽表面反射出去。因此,三个几何图形是最佳的设置。线性偏光镜可以理解为窗户上的格栅或垂直百叶窗。
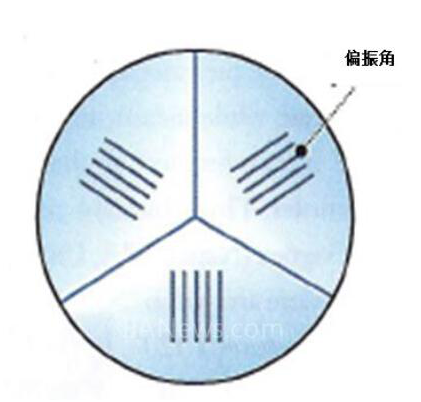
图 2:为消除两种直接光线反射和低入射角度下反射的光线所引起的眩光,该公司将三个饼形偏光镜安装到光纤端操纵装置上。
对于这项 360 度应用,最理想的偏光镜几何形状应是飞镖盘一样的偏光镜(同心圆)。
在大多数应用中,您并不需要使用多个偏光镜将光源进行偏振处理。而在这种情况下,每个饼形区域内的大部 分光线将仅使一台相机受益。每个饼形区域内的光线将照亮每台相机正在检验的圆柱形物品的侧面。所有三台相机均采用 Midwest Optical Systems 公司的 PR032 偏光镜,对光线进行交叉偏振处理。
为消除氙灯光源所产生的紫外线或红外线,该公司在相机上安装了 BP550 紫外线+近红外光谱块/可见光滤波器。此外,该公司还采用了 Midwest Optical Systems公司的一个 AC380 防反射和防刮痕亚克力防护窗,作为光纤端操纵装置的防护表面。
光学偏光镜和滤波器的使用减少了所需的数字图像过滤处理,从而能够简化机器视觉算法(见图 3)。这使检验时间从 85 毫秒缩短到 65 毫秒,从而使生产线速度提高了将近 31%,达到约 900个元件/分钟。EPIC Systems 公司现已采用各种机器视觉设备,在六条不同的生产线上安装相似的检验系统,以满足不同生产线的速度需求。
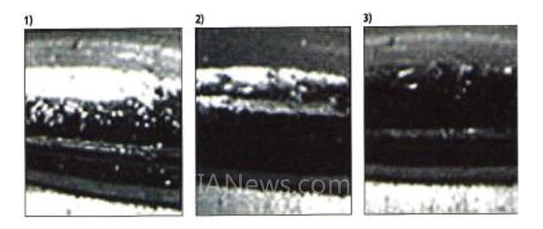
图 3:通过将紫外线和红外线阻隔滤波器和交叉偏振镜以新颖的方式组合在一起使用,显著减少了碳罐所反射的眩光,从而使胶珠检测变得更加容易。(1)原始图像,(2和 3)使用截止滤波器和偏振滤波器之后的图像。
该公司已经在康耐视 In-Sight Micro 1400 视觉系统和 In-Sight 5600 高速视觉系统上测试了算法。In-Sight 5600 高速视觉系统实现了 38 毫秒的极短检验时间,这使生产线速度能够达到1200 个元件/分钟。
