2.2 激光打标控制板设计
激光打标控制板主要完成对外部的激光器、振镜、编码器、控制信号、通讯等进行控制和监控,实现激光打标过程。它主要由硬件电路和嵌入式控制软件组成。
激光打标控制板的电路结构如图1所示:它主要包括:USB接口电路、人机交换电路、DA振镜控制电路、PWM激光控制电路。
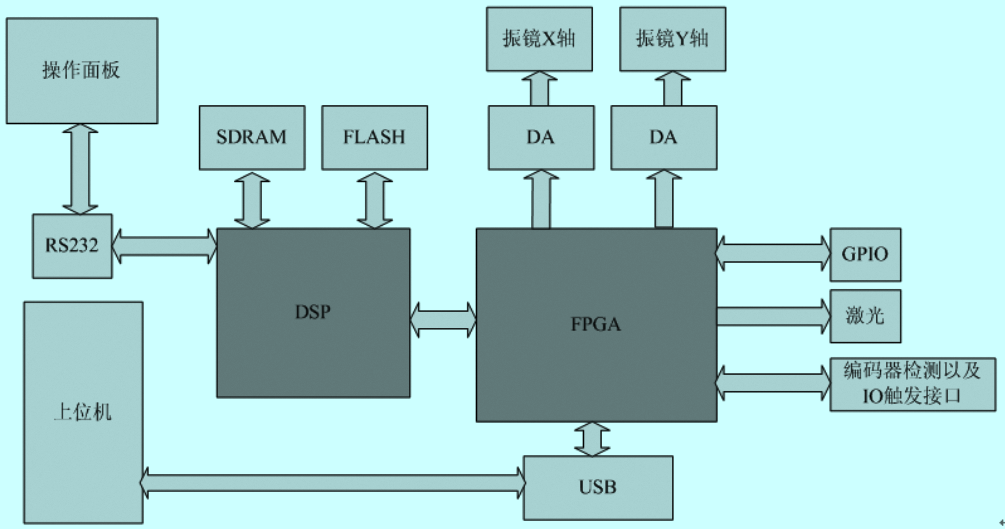
图1 激光打标控制板电路结构图
2.2.1 USB接口电路设计
USB通讯模块采用FTDI公司的FT245
,USB与DSP的连接采用GPIO操作,DSP采用通用IO进行读写访问FT245,需要注意的是DSP的电平逻辑为3.3V,而FT245R的输入输出电平逻辑是+5V,他们之间要加电平转换逻辑。
2.2.2 人机交互电路设计
本设计采用人机接口和主控卡分离的方式,人机接口的实现由单片机STC89S52与型号HDG12864F-3的LCD组成,通过MAX232转换芯片实现与DSP的RS232串口数据通信。在DSP控制板端用户可以通过操作面板实现文件管理、参数设置、打标控制等工作,可以实时检测当前任务的工作状态。面板操作按键包括:上、下、上页、下页、确认、取消、菜单、参数、设置、打标/暂停、停止。按键扫描采用中断扫描的方式实现。
此型号LCD中含有两块液晶驱动器,分别驱动左右两边的64*64个点,所以在显示时要判断位置是左边还是右边,通过DSP的IO口分别启动相应的控制端CS1和CS2,低电平有效。
2.2.3 振镜控制电路设计
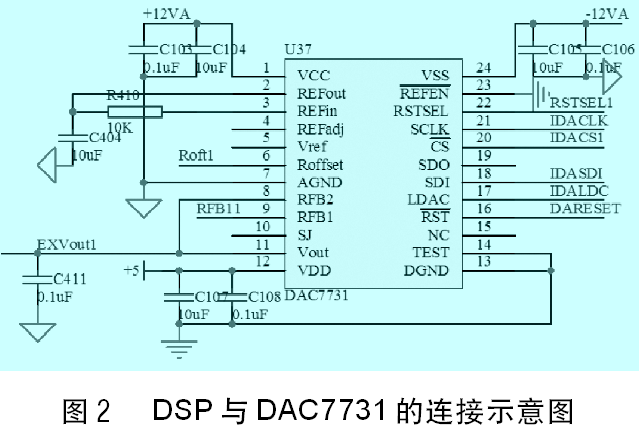
高速的数模转换是激光打标控制器的关键,D/A输出的建立时间和精度是影响打标性能的两个非常重要的参数。本系统中需要二路D/A,分别控制振镜x轴和振镜y轴,本文中采用串行高速DA实现模拟量输出。DA芯片选用DAC7731,16位输出精度,建立时间小于10us。采用FPGA实现和DA芯片接口的时序逻辑,电路图如图2所示。DAC7731本身带有一个10的电压基准,无需外接电压参考。另外,该芯片根据配置的不同可以分别输出+/-10V和+/-5V电压。配置仅仅是改动几个电阻而已。复位后DA芯片的电压输出也可以设置,本文复位后输出0V。
2.2.4 PWM信号电路设计
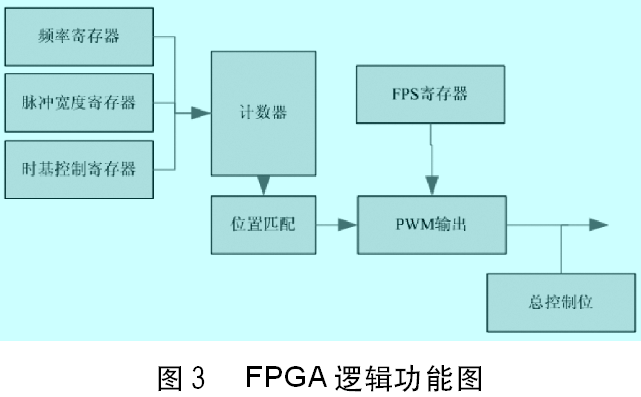
激光控制的PWM输出全部由FPGA实现,设置频率寄存器、脉宽寄存器,FPGA采用位置比较的方式输出占空比可以调节的PWM信号。首脉冲抑制信号以及激光开关信号,都在FPGA内部实现。逻辑功能框图如图3所示。本次FPGA
器件采用Altera公司的Cyclone系列EP2C8,关键的VHDL设计包括三个功能模块:
1) 串行DA控制模块,采用SPI通讯。
2) 激光控制模块,包括激光开关延时,PWM输出。
3) 编码器检测模块和IO触发模块
上页 1 2 3 4 下页