摘要:本文介绍了LS产电PLC、HMI和变频器在食品机械:酥饼机上应用。通过工艺分析、选型配置和控制描述等环节,全面阐述了一套高效、节能的完全解决方案。实际运用证明,该系统稳定性好,控制精度高,必定为食品加工行业提供有益参考。
关键词:食品机械 PLC 变频器
Abstract:This paper introduces the LSIS PLC, HMI and INV used in food machine.Through the process analysis, selection of configuration and control described comprehensively expounds a set of complete solutions for high efficiency, energy saving.Practical application proved that this system has good stability, high control precision, will provide useful reference for the food processing industry.
Key words:food machine PLC INV
1.引言
近几年我国食品机械发展迅速,但仍然无法满足庞大的食品加工需求量。加之各地政府部门非常重视农产品加工业和食品加工行业,为食品机械行业创造了良好的市场环境及政策环境。随着食品工业的不断扩大,对较大规格的食品机械需求量将逐步增加,市场前景可观。这也要求食品机械配件朝着智能化、紧凑化、高效化的方向发展,但是就目前来看,中国食品机械的发展存在问题,自动化程度有待提高。本文通过介绍LS产电自动化产品在该行业的典型应用,为食品加工行业提供有益参考。
2.工艺分析
在食品机械中,主机是重要的主体。根据应用的不同,增加辅机的类别也不同。依次可以扩展为月饼机、酥饼机、馒头机、包机子捻花机等。
酥饼机主要分为:主机、排盘机;两部分组成。主机分为一道压面、二道压面、加馅、擀面等几道工序。
一道压面:把物料(整团的面)放入辊盘,通过一道滚轴压扁,并传送到第二道压面工位。
二道压面:本工位实现对面料的细碾压,当光电检测到物料(面)时,PLC输出控制辊轴的运行速度,以达到放料速度控制。通过最后的棍轴进行面料的履平。
加馅: 本工位实现加陷搅拌动作。物料传送到达时,PLC控制加料,同时,变频器按照给定速度调整搅拌速度。
擀面:擀面工位实现内陷和面进行包裹输出。擀面速度可以通过上位机调整。
剪面:擀面动作完成后,面料被输送到下料处,PLC控制磨具按照指定的尺寸夹断面料。
压面:夹断的面料通过压面磨具实现成型。
辅机(排盘机):排盘机采用伺服系统控制,实现对已成型食品的排列。控制分为两部分:1、履带的整体横移 2、盘的前后进给。从而达到自动排盘的效果。
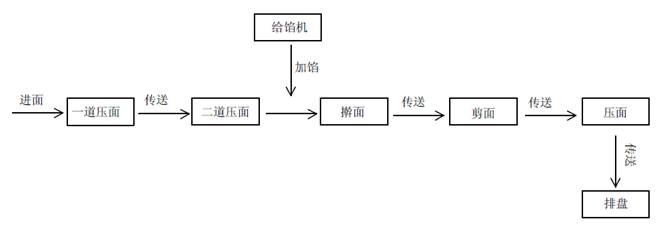
图1.酥饼生产线工艺流程图
3.系统设计
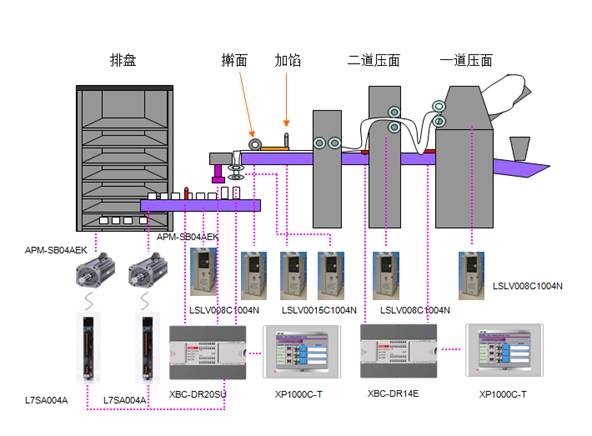
图2.酥饼包子生产线系统架构图
3.1 设备选型与配置
设备采用的控制核心是XBC-DR14E主机,人机界面和驱动采用的是LS XP1000触摸屏及C100变频器。通过采集接近开关的信号,PLC处理后输出信号对变频器进行V/F控制。
LS XBC经济型主机配合XP1000及C100变频器,完善的产品线。配置简单、通讯方便(内部通讯协议)、参数设定便捷。保证了整个体统的高稳定性。
伺服系统:
3.2 控制描述
①设备启动,各辊轴开始运行。
②上料后,物料通过一道压面后,传送到二道压面。一道压面速度根据二道压面速度做调整,调整方法:当面皮跌落检测接近开关有信号输出时,PLC控制一道变频器停止输送,二道保持运行,防止面料堆叠。当面皮远离接近开关一定距离,二道保持输送,一道开始运行。避免速度过快或过慢造成面皮阻塞或断裂。
③加馅、卷面和二道压面保持速度同步。PLC按照指定的尺寸控制切刀动作开合,实现对物料的定长切割。切刀部位光电开关实现对切割次数的计数。最终经皮带传输到排盘机进行排盘。
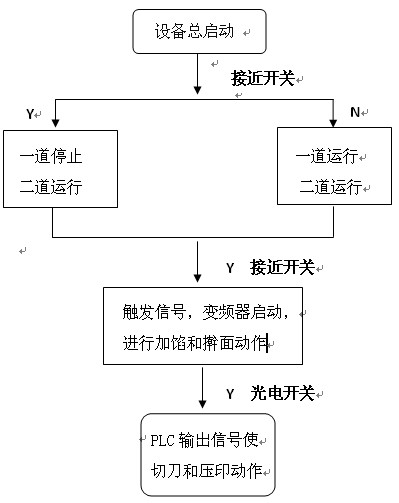
图3. 主机控制流程图

图4. 触摸屏控制界面
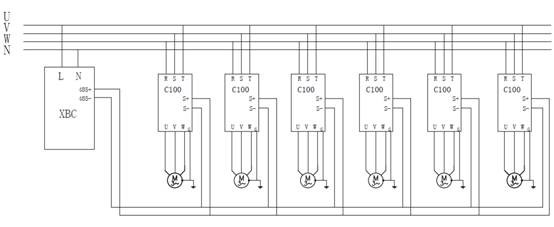
图5. XBC PLC与C100变频器接线图
C100变频器相关参数设置:
drv [驱动模式] :3 (通讯控制)
Frq [频率设定方式] :7 (通讯给定)
I60 [变频器站号] :1~6(注意站号不能重复.)
I61 [通讯速度] :3 (9600 bps,出厂值)
I62 [速度指令丢失时运行方法选择] :0 (继续以丢失指令前的频率运转)
I63 [速度指令丢失时等待时间] :1.0秒
I59 [选择通讯协议] :0 (Modbus-RTU)
4.结束语
实际运用证明,该系统稳定性好,控制精度高,生产的食品外形好,风味佳,并且产量得到了大幅提升。通过此案例,我们也了解到LS产电拥有完整的自动化产品线,能够为食品机械行业提供完善、高效的解决方案。
参考文献:[1]乐星产电(无锡)有限公司. LS产电可编程控制器用户手册/2013
[2]乐星产电(无锡)有限公司. LSLV-C100用户手册/2013
