1 引言
杭州某厂印铁机的印刷机与烘箱之间原来采用机械离合器实现传动装置之间的同步,控制精度差,冲击大,机械磨损严重,使用寿命有限,增加维护成本,降低效率。所以需要对原烘箱的主链条驱动系统进行改造。
2 印铁机烘箱主链条传动系统工作原理
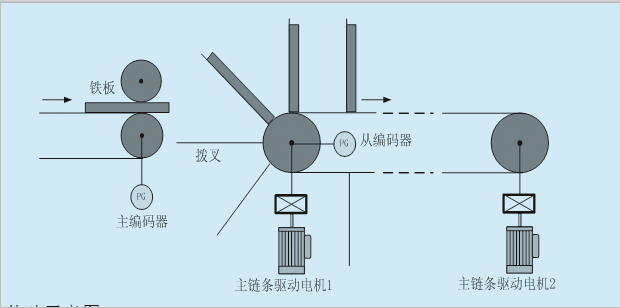
图1 烘箱主链条传动示意图
印铁机烘箱传动机构是一根长近百米的铁制链条,链条上有数百根拨叉,每两根拨叉之间放一块铁板。为保证这跟大链条平滑可靠地运转,需要在头尾各装一套驱动电机,分别为M1和M2,这样才能从两头张紧链条,防止链条打节。
烘箱前端是印刷机,印刷机主轴每转一转输出一块铁板,这时烘箱也要正好转过一个拨叉,将输出的铁板接走。为使衔接可靠成功,还需要保证每次铁板过来的时候,正好在两根拨叉中间的位置。M1和M2两台电机理论上要保持线速度同步,负载分配平衡。
原控制系统M1电机输出采用一台机械离合器,M1的转速高于实际需求,控制系统检测到主链条转速过低时,就吸合离合器;当控制系统检测到主链条转速过高时,又分段离合器。主链条就这样一会儿加速,一会儿减速,保持与印刷机主机的角度近似同步。M2电机则使用滑差电机,开环控制,通过手动调节滑差头的励磁来调节M2电机的输出转矩。此种控制方式的缺点是很明显的,首先M1电机的机械离合器磨损严重,容易损坏
造成故障停机;其次M2电机的输出转矩很难调整,调得不好很容易引起系统振荡;最后需要指出的是原系统的传动效率非常低。
3 系统改造方案
首先对主链条驱动电机1进行改造,采用Danfoss FC300系列变频器加MCO305运动控制卡进行控制,实现印刷机主机与烘箱主链条之间的角度同步控制。在这个局部控制系统中,主编码器安装在印刷机主机的特定位置上,保证印刷机每输出一块铁板,主编码器旋转1周,这样就可以利用主编码器的Z相脉冲信号作主标记信号,从而确定主机的角度相位基准。
从机的编码器安装位置没有那么严格,可以装在从机电机轴上,也可以装在减速机的输出轴上,只要能反映从机的真实转速就行。关键是从机的标记检测位置传感器要恰当安装,保证每转过一个拨叉就输出一个信号。
然后对主链条驱动电机2进行改造。主链条驱动电机2的控制属于单一封闭传输带转速同步、负荷平衡分配的控制问题,由于现场两台驱动装置电机和减速机的规格都是不同的,因此决定采用采用Danfoss FC300系列变频器对主链条驱动电机2进行转矩控制,转矩给定信号取自主链条驱动变频器1的输出转矩信号。这样就解决了转速同步、负荷平衡分配的控制问题,系统有很好的控制稳定性。Danfoss FC300变频器能够提供转速开环化、和转速闭环两种转矩控制模式,转速闭环转矩控制模式能提供最佳的转矩控制精度和最快的响应速度,但是考虑到需要加装电机编码器,会增加系统的故障点,因此采用了转速开环转矩控制方案。实际允许效果证明转速开环转矩控制模式在烘箱主链条双驱动同步控制上精度已经足以满足要求了。
系统整体改造方案框图请参见图2。
4 MCO305运动控制器功能简介
MCO305硬件I/O端口配置:
● 两个编码器接口
支持增量编码器,单圈或多圈SSI绝对位置编码器,Hiperface接口编码器。
● 10个数字量输入
● 8个数字量输出
● 1个RS485通讯口
● 1个CANOpen通讯口
● 另外还可以利用变频器本体的全部资源。
MCO305与变频器的通讯结构:
系统内部有两条通讯总线,一条是SPI总线,速度较高,专门用于传递编码器信号和变频器速度给点指令;另一条是CAN总线,处理相对来说响应要求不高的数据和指令。
本改造方案主要使用了MCO305运动控制卡内置的标记同步控制功能。
标记同步是一种扩展功能的位置同步。这种控制模式下会执行额外的位置修正来使从站标记与主站标记对准。主站标记和从站标记信号可以由用户自己灵活地选择是来自编码器Z相脉冲信号还是外部传感器的数字输入量信号。
在启动标记同步时,其初始行为将类似于位置同
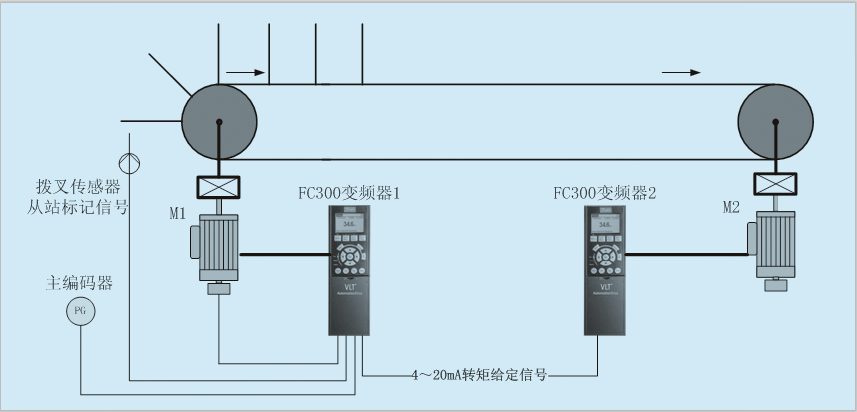
图2 烘箱主链条双驱动控制改造方案
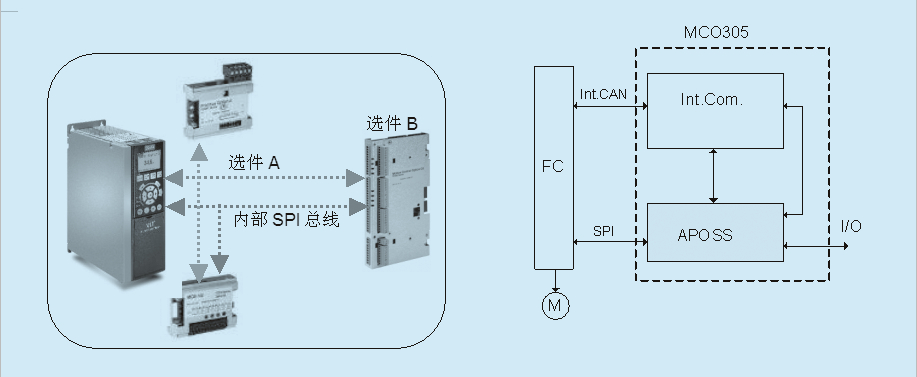
图3 MC0305与变频器的通讯结构图
步,但在检测到第一组(主、从)标记信号后,标记相位修正便会开始工作。通过参数33-23可以定义用于第一个标记修正的标记。
标记同步的典型应用如下:
1) 两条独立生产线之间的角度同步,并有保持相位关系的控制要求;
2) 传动比无法设置为100%正确的角度同步控制;
3) 编码器和必须保持同步的部件之间存在滑移的同步控制;
4) 产品之间的间距不等分的同步控制。
5 结束语
改造以后的控制系统在现场运行可靠、稳定,相位调整方便,得到了客户的好评。表明丹佛斯FC300变频器加MCO305标记同步控制功能和从机转矩平衡的控制方案用于印铁机烘箱主链条驱动控制是完全合理可行的。为以后相似设备的设计和改造,提供了一个很好的参考。
参考文献:
[1] FC300 Design Guide.MG33BC02.Danfoss.
[2] MCO305 Design Guide.MG33L502.Danfoss.