随着裁纸行业的不断发展,裁切定位精度成了成品的关键保证,由于国内大部分的生产厂家都是采用变频器上加同无级减速机实现,在定位精度上不能准确的把握,我公司聚集了一批在工控事业奋斗的业内精英,同时注入国外先进的技术,开发出一款专用在裁纸行业的伺服驱动控制系统,得到业内人士肯定同时也在实际生产中广泛应用。
优势:
1.本系统采用32位微处理器,及125微秒的动能高速计算回路。
2.该系统只用到一个伺服驱动器和一个触摸屏,省去了原来PLC控制的接线麻烦,维护起来更加方便,故障自动停机,触摸屏上有显示故障。
3.调试方便,只要你按照触摸屏上面的数据写入,还有你的机械参数输入就可以,
4.系统使用跟触摸屏通信,改变裁切长度只要触摸屏上改变长度就可以,方便直观。
5.伺服驱动器内含加密功能,二级密码,时间可以设定,以“小时”为单位,时间到达自动出现故障
6.张数报警输出功能
7.自动换单功能
8.可以保存10个订单(若需要保存更多可以提早说明订做),订单数据是掉电不消失。
9.精度高,精度最高达1mm.
10.计数数量最高达65535,突破前期9999。
方案介绍
>1.设备结构
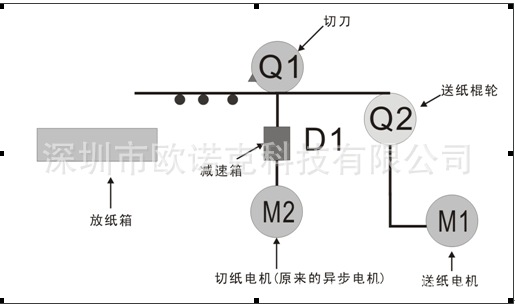
设备的结构:首先介绍整个设备生产过程,图中M2是个切纸刀轮电机,由原有的异步电机加个光电编码器组成,采用原来的“速比控”调速,带动系统偏心切刀匀速运转。M1为送纸伺服电机,带动送料轮根据切长追随切刀的转速送料,实现对纸的定长裁切。
>2.控制原理
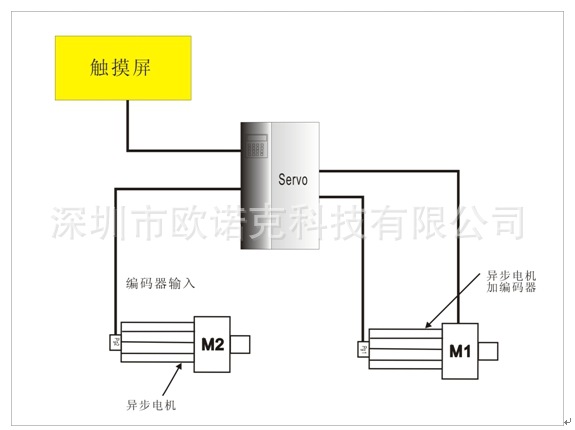
用本公司的驱动器内含PCMD定位功能,可以追随前一台马达的编码输出,并依照既定的比例G=(F133/F134)(即内部电子齿轮比)执行数字式精准的比例连动控制。
如图所示: M1电机由伺服控制器控制,M2电机由“速比控”控制,M2电机上的PG2编码器连接到伺服驱动器的脉冲输入口,M1电机PG1编码器同样连接到伺服驱动器上,当M2电机运转时PG2编码器就有脉冲输出,并将其输入到伺服驱动器。由于伺服驱动器内置追踪控制卡并采用位置追踪控制模式,接受PG2输入的脉冲并依驱动器内部比例联动功能通过参数F133和F134的比例执行数字式比例连动,决定M1送纸电机输出速度。(例: M2的电机是决定切纸的速度,切纸速度越平稳M2编码器脉冲输出就越稳定,当驱动器接受到M2编码器脉冲输入越稳定则M1电机输出速度就越稳定栽切出来的纸张的平整度越好,M2电机带动卷筒刀转一围就对纸张栽切一次,通过改变驱动器内部的电子齿轮比就可以改变所要栽切纸张大小)。这个系统中,驱动器外接触摸屏,用来设置改变驱动器的内部齿轮比,达到随时改变裁切纸张的长度大小。
电柜明细表:
伺服驱动器、7寸触摸屏、变频器、1个空气开关、2个接触器、1个隔离变压器(如有零线则省)、1个报警器、1个继电器、2个变频电机、2个编码器
注:如不需报警器,则可省去隔离变频器
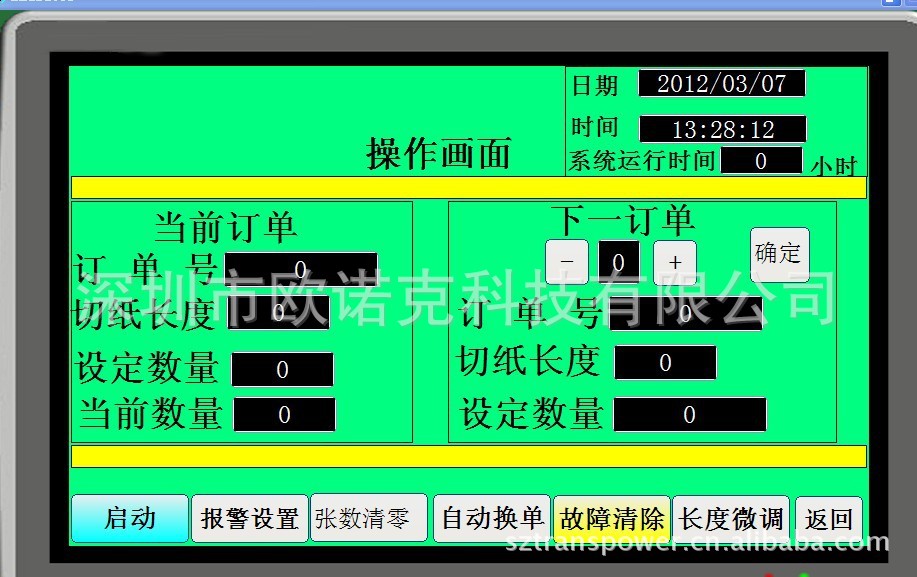
触摸屏界面
主界面

操作画面
产品案例图

