当前西家主流的基本定位控制方案是由S7-1200/S7-1500 PLC通过PROFINET通信连接S120/V90 PN驱动来实现的。但具体实现方法是不同的,在用户做控制方案时应根据不同的需求来确定使用何种方法。
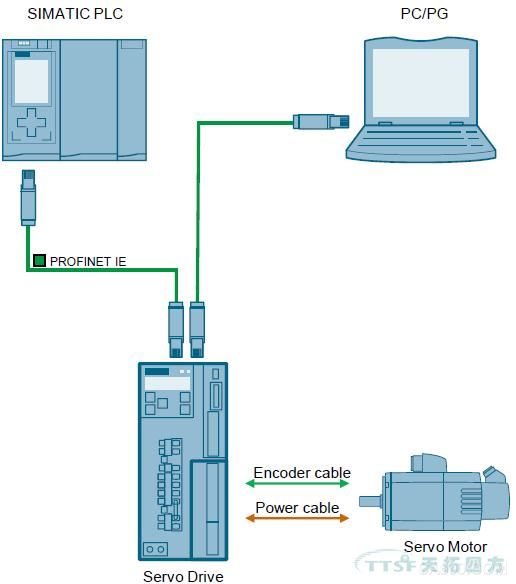
我们以S7-1200/S7-1500配西家驱动V90PN为例来加以简单说明。
实现定位功能时,位置控制器可以在PLC中也可以在驱动器中,它们分别对应于PLC的工艺对象(TO)及驱动中的基本定位功能(EPOS)。
PLC的工艺对象(TO)
此种定位控制是将位置闭环放在PLC中执行,而V90PN工作在速度模式下。在TIA博途下,通过在S7-1200/S7-1500PLC中组态“定位轴”工艺对象(TO),使用PLCopen运动控制指令控制V90PN执行定位任务。此种方式会占用PLC资源,因此根据型号不同,PLC最大带轴数量也有很大差别。

使用S7-1500/1500T PLC通过TO方式控制V90的优点在于,除了可以实现单轴基本定位功能外,还可以实现齿轮同步,凸轮同步等高级位置控制功能。
注意:由于S7-1500及V90PN均支持PROFINET IRT通信,使用TO的方式可以实现高动态,高精度的位置控制;
驱动中的基本定位功能(EPOS)
S120/V90PN驱动器内部都集成了基本定位控制器(EPOS),激活后可以通过EPOS功能实现单轴的点动、回零、程序步、相对定位以及绝对定位等操作。此时,位置闭环由驱动器本身完成,PLC只需通过报文发送启动命令、定位速度、目标位置等信息至驱动器即可,如下图所示。
【伺服圆桌会】S7-1200/1500+西门子驱动实现基本定位控制的方法,支持PROFINET通讯的PLC通过安装GSD文件的方式可以组态V90PN进行控制。此种控制方式的优点在于,基本定位功能不会占用PLC资源,PLC能控制的轴的最大数量主要受PLC本身所能连接的PROFINET站点数量的限制,缺点在于只能实现单轴的定位。在TIA博途下,推荐使用驱动库中基于111报文的功能块FB284控制V90PN实现基本定位控制。