一、概述
本数控系统是专为PCB钻铣床而设计的,既有友好的视窗界面,又具有类似AUTOCAD的图形编辑功能,操作简单快捷,灵活方便。全部基于PC平台开发,因其具有丰富的软硬件资源,适应性强、扩展性强,CPU升级结构上不必变动。继承了windows操作系统的风格,采用键盘与鼠标配合输入,使用了大量的快捷键,界面友好、直观。以方便操作者操作。该系统运行在Windows2000/XP操作平台,同一系统可控制多台机床。
该系统的主要特点为:
1、采用Excellon标准数控代码编程,具有满足各种加工文件的软件功能,文本图形并行显示。
2、可读取多种格式文件,如:Excellon、S&M、Hitachi、Protel、NC格式(CAM350)等
3、具有读取Protel图形数据文件,自动生成加工程序进行加工的功能,从而实现了真正意义上的全自动编程加工。
4、集成钻铣功能,对使用刀具和刀库分组管理、钻头、槽刀、
铣刀自动识别,自动联网。
5、本系统是一个实时控制系统,能实时检测各种系统故障,自动停止,并提醒用户进行相应故障排除。
6、提供丰富的调试维修画面,可进行伺服、机械运动、刀库、输入/输出、检测、主轴、加工方式等功能的任意设置。
7、具有位置控制和速度控制两种控制方式输出信号,可选择闭环和半闭环控制。
8、移动速度可达到100~120m/min,分别率1um,控制轴数最多8个。
9、可进行断刀检测、刀具长短检测、直径检测、主轴温度、转速检测。
10、具有机械手自动换刀,安全保护装置,快钻、盲钻等功能。
二、主要界面介绍
1)主界面
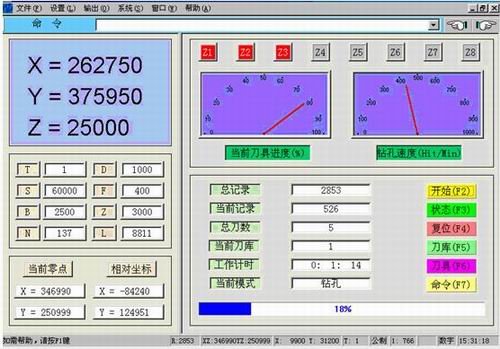
该界面为本系统的主界面,该界面包括坐标显示区、参数显示区、命令输入栏、主轴开关状态、刀具速度、钻孔速度、记录显示、工作计时、工作进度等。菜单中的功能包括系统参数设置、工作模式设置、Z轴位置调节、刀具颜色、刀具设置、刀库设置、机床调节等。
其中X,Y,Z代表机床主轴的位置,T表示刀具,D表示直径,S代表转速,F代表进刀,B代表上升率,Z代表刀钻孔深度,N代表当前刀具未打孔数,L代表刀具寿命。这些数据将自动刷新显示。
Z1,Z2,Z3~Z8代表8个主轴,非灰色按钮为所使用机床主轴数。根据需要可进行选择主轴开关。
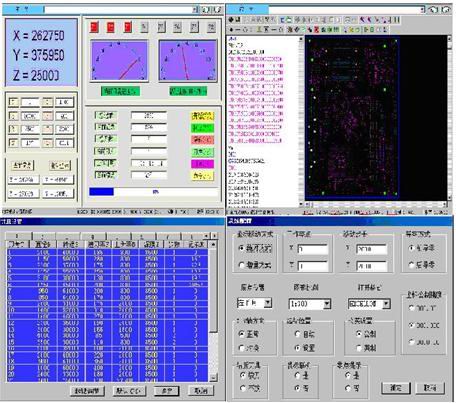
2)图形编辑界面
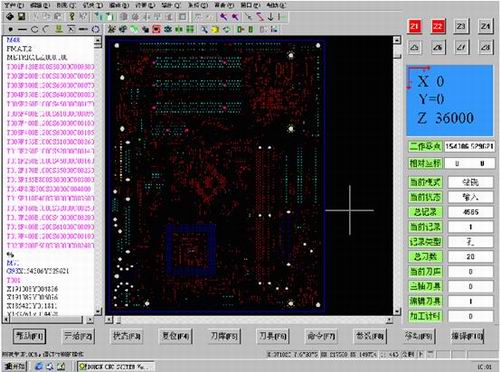
此界面为文件编辑界面,包括文本编辑和图形编辑。文本编辑功能同常用文本编辑功能一样,可识别Excellon格式的各种代码,刀具参数显示为粉红色,其他代码为蓝色。刀具号后添加H可自动生成此把刀的异型孔,其刀具补偿设置在“异型孔设置”菜单中。
此界面为编辑界面,由文本视图、图形视图、参数显示、按钮功能几部分。左边视图显示文本编程指令,中间视图显示记录图形,右边显示机床的常用参数和状态。
通过主界面的系统配置选择不同文件打开格式,在此打开相应格式文件进行编译。Protel文件读取Dos版本和2.8版本自动识别图形。图形编辑区将文本内容显示为图形,进行图形各种操作。包括以下操作:
1) 孔、线、弧、圆、异型槽、异型圆的编辑。
2) 进行整把刀的删除、复制、交换、合并等。
3) 可对版图进行旋转、扩展、镜像、全图显示、调入等。
4) 可进行块的选择、平移、复制、删除、撤销、镜像、旋转等。
5) 其他操作有自动模拟、重孔检测、记录属性更改、标识孔添加、线偏设置等。
3、形象的刀具和刀库管理界面

设置所使用刀的寿命、直径、类型等
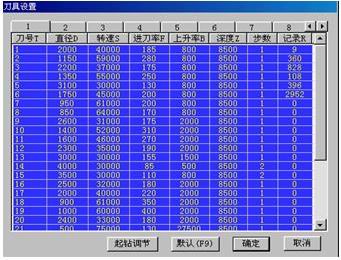
设置刀具的所有参数,包括直径、转速、进刀率、上升率、深度、步数、记录、类型、盲孔等。