|
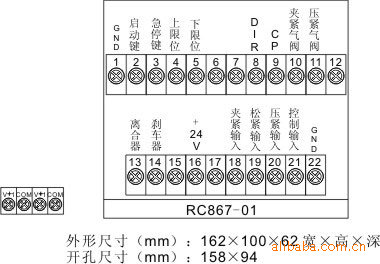
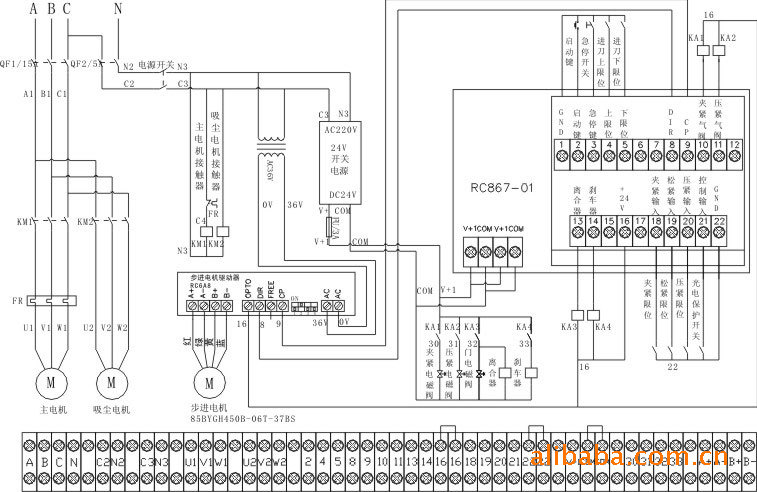
RC867-01车边机控制器(眼镜设备)
一、内部参数设置: 按住编程键5秒以上,显示"ACC" ACC:加速曲线选择 范围0-9 9加速最快 HOS:步进电机慢速找最高位的速度即回零速度 DT1:延时1 气缸2次夹紧后延时,完后开压紧气缸 DT2:延时2 气缸压紧后延时,完后关夹紧气缸 DT3:延时3 气缸松紧后延时,完后开离合、开步进 DT4:延时4 松离合后延时,完后开刹车 DT5:延时5 刹车时间,完后步进返回、松压紧气缸 二、参数设置: 按编程键进入设置状态,按增加减少键修改参数,再按编程键进入下一参数设置 LS为慢速磨切速度,切薄片时将此速度值调低,调高的话会爆边, 厚片的话可以适当调高,根据情况设置。 HS为快速上升速度,如果出现刀上升不到位,应将该速度值调低一点。三、计数清零:按向右方向键当前计数值加1,按向左键计数减1,按住向 左键3秒计数值将清零。四、运行说明: 上电后刀先运行至下限位传感器,然后回到高位位置,进入待运行状态。 按运行键运行,按停止键或急停键停止,断电计数值自动记忆 手动运行:按向下或向上键进入手动状态,分别出现1,2,3,4,5 1、调整夹紧气缸,按向右键夹紧气缸夹紧,显示1,按向左键松开,显示0 2、调整压紧气缸,按向右键压紧气缸压紧,显示1,按向左键松开,显示0 3、开关主轴电机,按向右键开主轴,显示1,按向左键关主轴,显示0 4、刀高位调整,显示当前刀的位置,按编程键位置闪烁,按向上或向下键 调整刀的高位,按编程键不闪烁确认刀高位。 5、刀低位调整,显示当前刀的位置,按编程键位置闪烁,按向上或向下键 调整刀的低位,按编程键不闪烁确认刀低位。 高位、低位调整很重要,高位调的太高会影响效率,调的太低镜片割不好 或放片时会碰到刀。低位应该调在离镜片向下一点,调的太低会影响效率, 调的太高镜片割不完整。 按停止键退出手动状态。五、接线说明: 控制器电源为交流10-18V或直流14-28V
|