刀架(见图1)是裁纸机的核心部件,直接决定裁切精度与效率。其重要性在于稳固夹持刀片,确保切口平整光滑。应用涵盖各类纸张、卡纸及薄膜的精准分切。行业痛点集中于刀架与刀片的磨损导致的切口毛糙、频繁更换带来的高维护成本及生产中断,对高负荷企业的连续生产构成挑战。

图1 刀架
中走丝线切割加工技术是一种介于快走丝和慢走丝之间的电火花线切割工艺,采用镀锌黄铜丝(直径0.1-0.2mm)作为电极,通过高频脉冲放电腐蚀金属实现切割。其走丝速度(6-12m/s)高于慢走丝但低于快走丝,兼具一定加工精度(±0.003mm)和较高效率。该技术支持多次切割,首刀高速粗加工,后续精修以提高表面质量(Ra≤0.7-1.4μm),适用于模具钢、硬质合金等难加工材料。优势在于性价比高,维护成本低于慢走丝;缺点是电极丝损耗较大,长期使用后精度会下降,且对工作液清洁度要求较高,适合中小批量精密零件加工。
中走丝线切割是制造高品质裁纸机(见图2)刀架的优选工艺。其优势在于能精准加工各种高硬度特种钢,成型复杂刀槽与固定孔,确保刀片夹持稳固、受力均匀。相比传统加工,它能有效减少应力变形,提升刀架的整体刚性和耐用性,从而保证长久稳定的裁切精度,延长设备寿命。
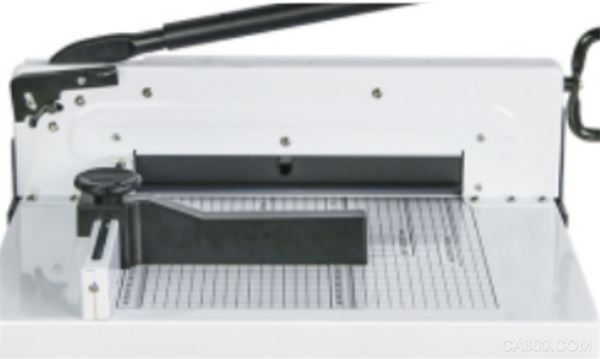
图2 裁纸机
不同于传统裁纸机刀架常用的45#钢或合金工具钢,高性能裁纸机刀架通常选用机械性能更优的(见图3)高速钢(HSS)。本文所设计的刀架试样材料与精密裁切设备的核心部件要求一致,均为W6Mo5CrV2高速钢。该材料属于高碳高合金工具钢,具有极高的硬度、耐磨性和红硬性,适用于制造高负荷、高精度的裁切部件。尽管高速钢材料在普通办公裁纸设备上的应用较少,但中走丝线切割工艺属于精密加工,对高硬度材料适应性强,能够满足多种工业级裁切设备的制造需求。
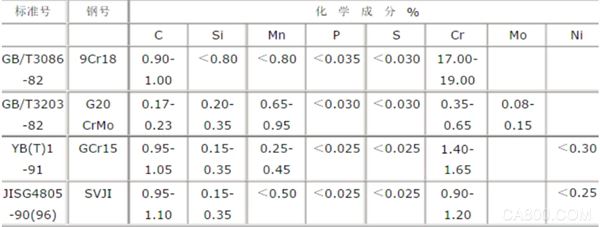
图3 高速钢(HSS)化学成分图
本文以裁纸机刀架为研究对象,通过对行业标准、加工设备、加工流程、参数设置、三坐标检测和粗糙度检测进行测试。本研究验证了中走丝工艺加工高精度刀架的可行性,为裁纸机刀架提供了新的技术路线。
行业标准
国际标准 (ISO/IEC)
ISO 12100:2010 《机械安全 设计通则 风险评价与风险降低》
IEC 60204-1:2016 《机械安全 机械电气设备 第1部分:通用技术条件》
国家标准 (GB)
GB/T 26247-2010 《碎纸机刀具耐久性测试》
GB/T 27591-2025 《纸刀抗弯曲性能测试仪的试验方法》
加工设备
1.设备选择(见图4)
智凯ZKA500高精度线切割中走丝

图4 智凯ZKA500
2.设备参数
行程:有效加工行程400*500
锥度:±6°/±15°
最大加工效率:≥300mm²/H
表面光洁度:Ra0.8μm(多次切割)
精度:±0.003mm
系统:系统支持Windows10及以上操作系统
画图:支持多种画图文件导入
精度高:四轴螺距补偿,六轴数控
3.功能介绍
自带编程图形、自动编制代码程序。多CPU功能实现加工和编程同时进行;
平行补偿、清角设定,程序镜像,拐角优化、比例缩放等超级功能开放,让操作变得简单轻松;
激光螺距校准,螺距补偿数据实时开启;
可随意将X/Y轴进行交换适应不同的加个状态及工作习惯。自由设置线控器的移动速度;
加工信息跟踪记录,加工监控。确保无人加工时的安全运行;
图形坐标交换、缩放、旋转
加工模拟、图形跟踪显示功能
短路、断丝报警处理功能
自动对边、找中心等功能
最小设定单位0.001 mm
最小移动单位 0.001 mm
最大指令值 +99999.99 mm
具有螺距补偿功能
全自动顺序控制
停电记忆功能;
自动回垂直
无人值守加工功能;
加工流程
1. 将基板表面测试干净
2. 专用夹具固定股基本
3. 图形导入
4. 软件点“开水”检查是否正常
5. 点“加工”一键开始运丝、高频、冲水
6. 开始加工中
参数设置
试加工:
1. 试加工材料

图5 加工材料
2. 导入图纸
图6 图纸
3. 设置参数
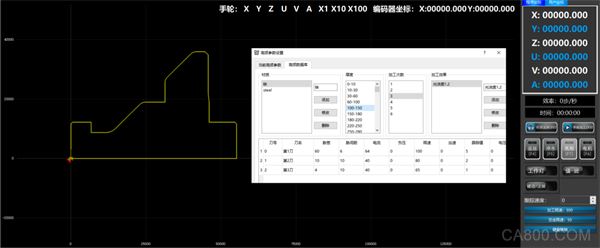
图7 参数
4. 开机检查后
5. 开始加工
图8 加工
6. 工件切割完成掉落
样品,成功:如下图
成品OK,无灼烧、发黑变色等问题

图9 成品
三坐标检测
为验证中走丝线切割加工的裁纸机刀架轮廓公差,采用三坐标测量机进行高精度检测。选用热稳定性优异的陶瓷基标准样块作为基准,通过接触式测头对刀架试样进行三维轮廓扫描,测量点间距设置为0.1mm,采样速度控制在2mm/s。检测系统温度补偿精度达±1μm,重复定位精度≤3μm,可准确评估刀架轮廓的尺寸偏差和形位公差,确保整体加工精度控制在±5μm以内,满足高精度裁切设备的装配与使用要求。
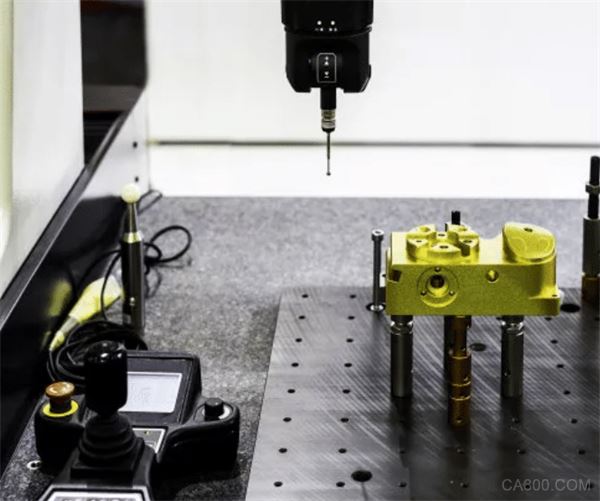
图10 三坐标示意图
粗糙度检测
对裁纸机刀架试样进行表面粗糙度检测,通过与标准
粗糙度样块进行对比,确定裁纸机刀架管加工表面的粗糙度
等级。检测结果表明,裁纸机刀架试样加工表面粗糙度为
Ra0.7-Ra1.4,满足Ra ≥0.7 的要求。
若您希望进一步探索,刀架的高效替代方案(如异形刀架适配高速裁切、动态承压优化);裁纸机内齿轮/传动件替代传统结构核心部件(如连接片、张力调节模块)的精密加工工艺;高速钢/硬质合金刀架的防崩刃控制与工业级精度提升(长期运行稳定性测试);线切割设备选型指南(针对刀架斜面切割、多孔位批量加工的功率与精度匹配);实操关键(换刀周期维护、动态负载参数设置);行业案例(高端印刷设备企业定制刀架切割实例)等。欢迎关注【智凯数控】或私信咨询!我们提供从裁纸机精密件到工业刀架的全流程技术方案,助您实现高耐磨、零误差啮合的工业级裁切系统升级!