随着工业相机的应用越来越广泛,多工业相机视觉系统测量的需求量日益增多,而多工业相机视觉系统测量的核心主要在于多相机坐标系的统一。以维视图像多年的项目经验,今天和大家分享在四台工业相机的情况下,如何使用大标定板统一坐标来做高精密测量。
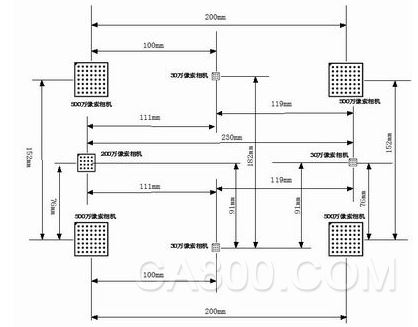
采用一块维视图像大标定板来统一各个相机的坐标,每个大标定板中有若干小标定板,各个小标定板间的位置关系都是已知的,各个相机都能拍摄到一个小标定板。通过各个小标定板可以标定每个相机的内部参数和外部参数,每个相机的坐标都可以转换到各个小标定板的坐标系上,从而统一各个相机的坐标。

上图所示为维视图像单个标定板图像,大标定板由若干单个标定板组成,标定板的大小和数量根据实际测量情况而定。
多标定板组合图
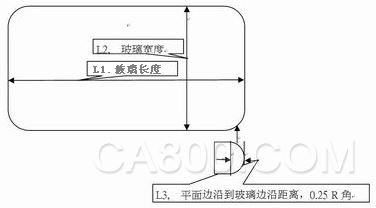
测量产品需要若干个测量指标。
|
采用4只相机来完成所有项目的测量,分别拍到的照片。
|
|
|
先分别利用每张图的两条垂直边计算出它们的交点,那么得到的4个交点就可以算出L1和L2的值。
|
|
|
|
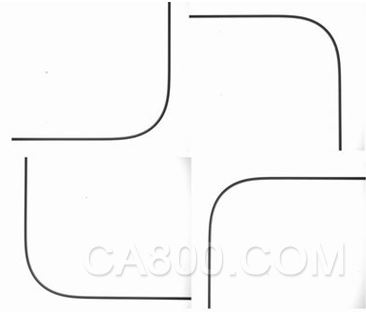
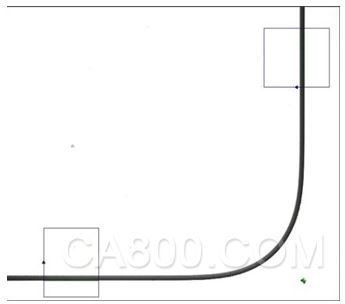
利用4个边角图来测量4个角的L3,如下图所示,这里可以选择测量多个点,也可以取它们的平均值。
|
|
|
|
但是请注意,上面这种方法需要将多只相机的坐标统一到一个坐标系中,并且单一相机还要做自己的校准,以保证精度。根据检测要求,设置取多个点作为参考,但是这影响测试的时间,需酌情考虑。以上只是我自己的一些见解,有不妥之处还请大家指正。
|