1 前言
在连接打叶复烤和制丝生产线的物流线上,通常采用叉车将烟包从汽车上卸下来,再用叉车上
料到输送辊道,这样不仅效率不高,同时还需要使用许多叉车和人力的配合。为了提高效率,卸包
机器人应运而生。借由 Lenze 的 8400 TopLine 可实现同步提升和夹包,可降低方案成本。目前完
成的升级版夹包机器人是世界上第一个改造项目,相信未来市场空间会很大。
2 夹包机器人驱动方案的原理
夹包机器人需要完成的驱动要求是,两个同步升降的独立驱动可完成汽车上烟包不同层面的要
求。一般共有三层烟包,每一层有两个烟包,也就是说每次要夹包两个烟包;在夹包时,需要确保
夹包伺服电机碰到烟包时会停下来,等两侧的伺服电机都碰到了烟包后,再用大一点的力矩把两个
烟包夹紧,然后用两个升降伺服电机来把烟包放到输送小车上。此外,输送小车是连接夹包机器人
和输送辊道的桥梁。夹包机器人的控制系统拓扑图如下:
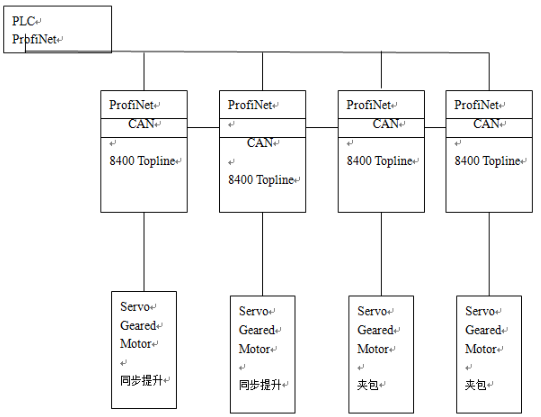
从拓扑图可以看出,PLC 系统是通过 ProfitNet 与 4 台 8400 TopLine 建立通信的。其中两台
8400 TopLine 控制器用于完成升降。PLC 通过 ProfitNet 发送命令至升降控制的主机,主机通过
CAN 总线把主机的位置值发送到升降的从机,主机在控制器主要进行速度跟随控制,而从机则接受
主机通过 CAN 总线传递过来的位置做位置跟随控制,从而实现位置同步。在做同步跟随之前,主机
和从机都需要做位置清零的命令,保证在整个行程过程中保持位置的同步,以借此进一步保证主从
控制器驱动的伺服减速机带动的丝杆不会由于位置的不同步而受到扭力。在升降控制的控制器中,
PLC 通过 ProfitNet 只发送命令到升降控制器的主机;另外两个 8400 TopLine 夹包控制器需要完
成的是力矩跟随控制和速度跟随控制两种控制方式。在夹紧控制中,需要做两次夹包控制。第一次
是碰到烟箱时以较小的力矩停下来,第二次夹包是用较大的力矩把两箱烟包夹紧,以免掉下来。
3 Lenze 解决方案
(1) 8400 TopLine 伺服控制器
1) Lenze 8400 TopLine 伺服控制器,该驱动器具有 2 x In-3s 的电流输出特性,在减小
体积、降低成本的同时还可充分发挥伺服电机的过载能力。
2) 具备超宽的直流母线电压输入范围,电压可低至 140VDC,可非常可靠地满足低电压
穿越的技术要求。
3) 8400 TopLine 伺服具备开环电机控制功能,即使在电机反馈元件损坏的情况下也可以
控制电机。
4) 8400 TopLine 伺服驱动器内置功能块编程能力,可完成主从控制器中多种控制任务,
如 CAN 总线状态的监控,主机和从机转台的监控等等,用户可以根据现场实际情况灵
活修改同步升降程序逻辑,并且在用户需要时可以任意增加适配其他通讯协议的接口
模块(例如 EtherCAT)。伺服驱动器将直接与主控系统进行通讯,并完成全部的运动
控制和逻辑控制,从而节省成本。
(2)Lenze 伺服减速机
1) 功率范围广泛,结构紧凑。
2) 高效率、高过载能力、采用加强型轴承。
3) 完美的定子封装使电机能承受极端的振动条件,具有防腐涂层,动态响应高、转动惯量
低。
4) 完美的伺服电机特性,在特定转速下,力矩特性完美。
4 技术关键点
1) Lenze 可提供包含电机和驱动器的整体解决方案,电机效能发挥得更好,故障率更低。
2) Lenze 只提供最具备技术优势的产品,客户可根据 Lenze 提供的方案选择市面上性价比最高的
其它配套产品,客户自主程度更高,灵活性更佳,方案扩展性更好。
3) 同步升降系统无需运动控制型的 PLC,驱动器本身就能完成核心的同步升降运动控制功能、安
全链控制逻辑、用户自定义控制逻辑及一些简单的算法,且编程环境完全开放,用户可在
Lenze 开放的编程平台上完全自主地研发自己的升降和夹包程序。
5 发展趋势
一直以来,在连接打叶复烤和制丝线的物流线上都是采用人工和叉车来完成,自动化程度低且
不环保,效率低下。这是首个完成的改造方案,目前有很多烟厂希望进行此项改造。
