摘 要:本文介绍了一种矿用绳锯机控制系统,该系统使用可编程控制器、人机界面和变频器等工控元件设计构成,相比目前市场中的通用型矿用绳锯机,具有操作简单、切割效果更好等优点。
关键词:矿用绳锯机 变频器 可编程控制器 人机界面
Abstract: This paper describes a mine wire saw control system, the system using a programmable controller, HMI (Human Machine Interface) and inverters, and so on. Compared with the universal wire saw in nowadays market, it has a simpler operation, and a better cutting result.
Key words: Mine wire saw Inverter PLC HMI
1引言
目前,市场中所出现的矿用绳锯机都是操作人员在现场作业,控制操作系统与绳锯机执行单元间隔不远,现场操作人员长期处于高粉尘和强噪音的环境中,对身体危害极大。
本文设计了一种远程控制的模式,使绳锯机执行主体与控制系统分离,二者通过RS485总线进行控制,操作人员通过控制柜上的人机界面可以同时操作控制数台绳锯机设备,而且各机器运转状态都实时显示在人机界面上,更加清晰直观。
2系统结构框图如图1所示
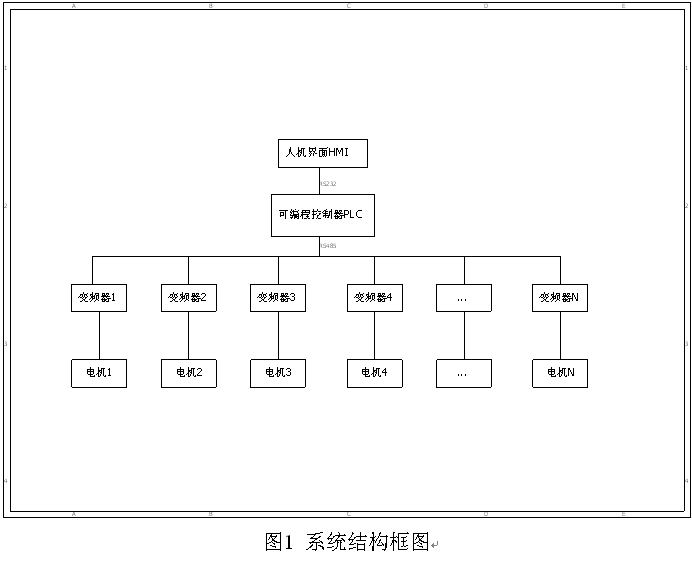
由图1的结构框图可以看出,系统由一台人机界面(HMI)、一台可编程控制器(PLC)和多台变频器(VFD)及电机(MOTOR)构成。
PLC是控制系统的核心,HMI是控制系统与操作人员的接口,而VFD是PLC与MOTOR电机的接口,MOTOR是执行单元。
HMI与PLC直接通过RS232控制线连接。VFD与PLC直接通过RS485控制总线进行连接,并由PLC控制操作。MOTOR与VFD输出直接连接,并由VFD控制其转速和方向。
本系统结构设计理念在于将执行部分与控制部分相对分开隔离,减少操作人员直接接触恶劣环境的时间和次数,更有利于保护操作人员身体安全与健康。同时,本系统结构适合于多台执行单元的集中控制,减少操作人员,提高了工作效率。
3硬件选型
按照预定设计要求,本包装机需完成人机交互、电机调速等功能,主要包括以下几个部分器件。
3.1可编程控制器(PLC)
考虑到目前的功能需求及未来扩展功能的可能性,本系统PLC选用台达DVP16ES200T,该机型内建RS-232及RS485,兼容MODBUS ASCII/RTU通讯协议,并带有4路高速脉冲输出功能,为将来系统扩展使用步进电机等器件提供保证。
台达DVP16ES200T详细参数如表1所示。
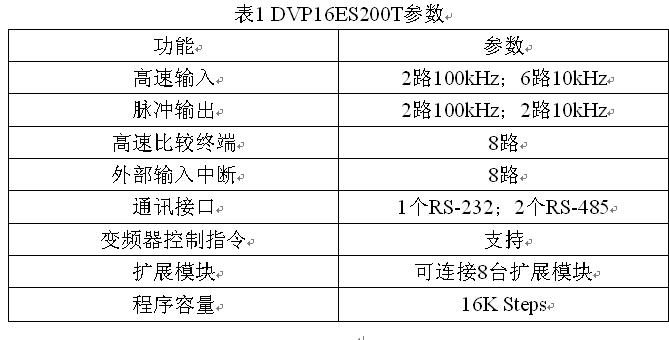
由表1可以看出:台达DVP16ES200T具有4点高速脉冲输出,可以用于步进电机的驱动;内建RS232通讯和MODBUS通讯协议,可以同时连接人机界面和变频器组件;此外,该PLC支持外围扩展,可以连接DA模块和IO模块。
3.2人机界面(HMI)
本系统人机界面选用台达DOP-B07S515。该人机界面为7吋屏幕,800×600分辨率,内建128MB ROM,带有RS-232、RS-485通讯接口,支持USB连接电脑进行界面修改。
该人机界面HMI通过RS-232接口与PLC主机进行联机通讯。
3.3变频器(VFD)
由于现有矿用绳锯机的主切割电机额定功率为35kW,故本系统变频器选用台达VFD-370F。该型号变频器适用电机功率为37kW,可以满足本系统需要。
台达VFD-370F变频器参数如表2所示。

4程序设计
本控制系统的程序设计主要在于PLC与VFD之间的RS485通讯。在本节内容中,作者主要对程序的主体结构和一些需要注意的细节地方进行讲解,并不完全涉及到本控制系统的全部详细程序。
台达VFD-370F变频器使用的RS485通讯协议为Modbus-RTU模式,物理层为两线制RS485,同时台达DVP16ES200T这款PLC可以选择Modbus-RTU协议,PLC协议的选择需要在程序的开始进行配置。图2为PLC与VFD通讯格式初始化程序。

配置讲解:从VFD-370F说明书中得知该变频器通讯接口为网络接口,因此需要配置相应的接头,通讯电缆使用0.56mm双绞线,波特率为19200bps时,通讯传输最大距离足够本控制系统的距离。
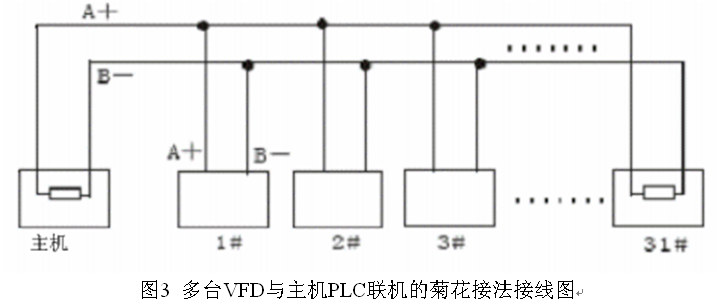
在本系统中,多机联机采用菊花链式连接方式(如图3所示),在两头各接上120Ω终端电阻。
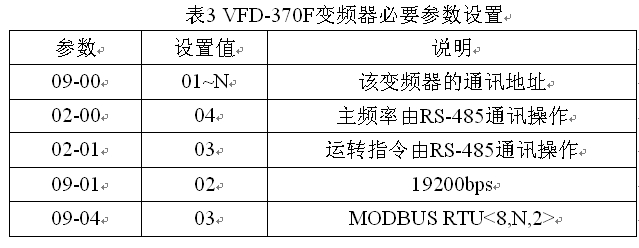
程序说明:PLC与VFD之间通讯格式确定的情况下,只需要对照VFD-370F变频器说明书中的通讯数据在PLC程序中进行配置(如表3所示),发送给变频器,就可以相应地控制变频器的运行。
5常用运行动作说明
在所有变频器与PLC之间的RS-485总线连接完成之后,需要对所有变频器的一些常用运行动作进行说明。
(1)设置地址为03H的变频器允许正反转

说明:查阅VFD-370F变频器操作说明书可知,H0204为VFD-370F变频器正反转的通讯地址,向改地址写入允许正反转的指令数据H00,即可实现所需的操作。
(2)设置地址为05H的变频器正转且输出频率为50Hz

说明:查阅VFD-370F变频器操作说明书可知,H2000为VFD-370F变频器方向设定的通讯地址,向改地址写入允许正转的指令数据H12,即可实现电机正转;H2001为VFD-370F变频器频率设定的通讯地址,向改地址写入50Hz对应的的指令数据K5000,即可实现电机转动频率为50Hz,从而最终实现所需的操作。
如上面两个动作实例可见,对VFD-370F变频器的操作控制命令只需简单地对照其说明书进行配置就能够很容易地操作,而控制系统的其他操作,如控制逻辑、HMI通讯配置、状态采集等在此不做详细说明。
本文仅简述了基本的控制结构和控制操作程序语句,读者可根据本文的内容自己进行扩充实践,完整地得出本系统的实际效果。
6结束语
本控制系统在现场测试环境中已经通过验证,控制效果和操作性达到使用单位的认可。由此可见,本文介绍的控制结构和控制思路,在实际环境中具有推广性,值得矿用绳锯机生产厂家和使用单位的借鉴应用。
作者简介
石宗甜(1984-)男 工程师,现就职于桂林电器科学研究院,主要研究方向为自动化控制系统设计开发、高频高压开关电源设计研发、嵌入式控制系统设计研发等。
参考文献
[1]台达集团中达电通股份有限公司.DVP-PLC应用技术手册[Z].2010.
[2]台达集团中达电通股份有限公司.DVP-PLC编程技巧大全[Z].2009.
[3]台达集团中达电通股份有限公司.DOP-B人机界面应用技术手册[Z].2010.
[4]台达集团中达电通股份有限公司.VFD-F变频器应用技术手册[Z].2008.
