汤统国, 项目工程师, 伦茨(上海)传动系统有限公司
摘要:文章简要介绍了瓶灌装机的发展现状,提出瓶灌装机应用固定电子凸轮曲线存在的问 题。针对此问题,本文以灌装半固体物质的瓶灌装机为例,使用性价比较高的Lenze 9400 伺服 PLC 驱动器,提出在线CAM曲线计算的解决方案。
1 前言
在现代社会中,瓶灌装生产线广泛应用于食品、医药、日化等行业,灌装生产线水平的 高低直接关系着产品的质量和生产的效率。随着经济的发展和科学技术的突飞猛进,特别是 自动化、智能化技术的广泛应用,瓶灌装机行业受益匪浅。目前,瓶灌装机市场需求庞大, 国内外生产厂商众多,竞争极为激烈。面对竞争激烈的市场,如何降低成本,提高生产线技 术水平成为众多企业的迫切需求。
为降低成本、提高技术水平,电子凸轮取代机械凸轮的使用成为一种趋势。电子凸轮的 使用极大地降低了生产成本。一般来说,一种电子凸轮对应一种瓶灌装产品,对于需要灌装 多种规格瓶子的生产线,需要在伺服驱动器中预置对应数目的电子凸轮曲线,但对于计划外 的瓶子灌装则无能为力。Lenze 公司推出了 9400 伺服 PLC,采用在线电子凸轮曲线计算的 方式解决了这个问题,本文以灌装半固体物质的瓶灌装机为例,提出了电子凸轮CAM在线 计算的解决方案。
2设备主体结构
设备主体部分主要由运输链、大盘、托盘和灌装喷嘴等机械部件组成。运输链:灌装时, 将灌装瓶送至灌装处;灌装完毕后,再将已完成灌装的瓶子运走;大盘:大盘转一圈完成一 个工位瓶子的灌装,即一个瓶子灌装完毕后,大盘转一圈,将此瓶从灌装位置移出,同时将 下一个瓶子移至灌装喷嘴所处的灌装位置,准备进行下一个瓶子的灌装;托盘:托举瓶子, 由伺服电机驱动控制,可以进行精确的CAM位置升降运动;灌装喷嘴:形状为一细长圆柱 喷嘴。每一工位瓶子进行灌装时,通过设备控制喷嘴一定的液体流量。
灌装的主要时序如下:设备灌装时,首先通过运输链将瓶子运送至灌装处,自动装至托 盘;灌装喷嘴位置保持不动,由伺服电机控制托盘上升使瓶底接近喷嘴位置;灌装时,液体在固定压力下从喷嘴流出,灌装喷嘴位置固定,伺服电机控制托盘瓶子根据CAM曲线位置 自动下降,使喷嘴与液面始终保持固定位置;灌装完毕后,大盘转动一圈,使灌装完毕的瓶 子移向传输链,并由传输链送走,同时将下一个空瓶子移至喷嘴所在位置,进行下一个瓶子 的灌装。
此外,也有其他灌装设备采取托盘瓶子位置固定,通过控制喷嘴的上升、下降位置、速 度来控制瓶子灌装。虽然机械结构有所不同,但原理大同小异,均使用伺服电机控制位置, 以保持灌装时喷嘴和瓶内液面的位置不变。
3 主要难点
为提高产品的多样性和竞争力,大部分客户设计或选用不同形状的瓶子用于产品包装, 作为其提高市场吸引力,进而提高产品竞争力的一个重要举措,但这也增大了瓶子灌装的难 度。
由于灌装所用材料大部分为液态或半固态的物质,且有不同的颜色,为保证整体产品的 质量,灌装时,须保持喷嘴与瓶内液面的位置恒定。若灌装时,喷嘴与瓶内液面位置快速脱 离或者接触上,容易导致灌装物质在瓶内喷溅或者瓶内产品的内部会有气泡,这样就会影响 产品外观及质量。因此如何建立方程或者曲线,通过驱动器控制实现灌装CAM曲线,保证 灌装质量,是灌装需要考虑的重要问题。
此外,一般来说,一种形状的瓶子对应一种灌装CAM曲线。在实际应用中,客户经常 会使用不同形状的瓶子,按常规考虑,则需要在驱动器中预存不同的CAM曲线,但这意味 着只能灌装在驱动器中预存形状的瓶子,一旦遇到其它形状的瓶子,除非修改曲线,否则影 响灌装质量。但在终端客户那里,这会极为麻烦。因此如何建立一种方程,使之适应绝大多 数形状的瓶子,也是一个主要的难点。
4解决方案
Lenze 9400 伺服 PLC 提供了解决问题的主要载体,9400 伺服 PLC 除具备伺服器的功 能外,还兼具 PLC的功能,可以进行自由编程。这样,只要建立了合适的方程,就可以通过 9400 伺服 PLC以CAM方式实现,以解决灌装中存在的问题。
4.1 Lenze产品
9400 伺服 PLC是 Lenze公司推出的一款伺服控制器,也是Lenze最高精度系列产品之 一,能为系统处理和过程控制提供革命性技术方法。主要特点如下:
1) 较高的运算速度及控制精度
控制器采用 32 位处理器,极大地提高了运算及控制精度。
2) 兼容 PLC 编程功能
9400 伺服 PLC 具备 PLC 编程功能,可灵活实现客户不同的需求。同时,PLC 运行扫描 时间极为迅速,快达1ms。
3) 通讯兼容性
通过选择不同的通讯模块,9400伺服 PLC可以快捷地与第三方PLC 或者其他伺服驱动 器通讯,如 Profibus-DP、ProfiNet、EtherCAT等模块。
4) 可集成的安全技术
可选的可插拔安全模块可满足IEC 61508SIL3 安全标准的要求。模块化的解决方法,对 于满足将来可能进一步增加的安全要求也提供了可靠的保证。
4.2 系统配置
系统配置如图1 所示。9400 伺服 PLC 驱动器驱动同步伺服电机控制托盘的上下运动, 电子凸轮 CAM曲线由 9400 伺服 PLC 在线计算,并存储在9400伺服 PLC中。大盘上安装 一个 SSI绝对值编码器,编码器信号接入9400伺服PLC X8 接口中,作为CAM曲线的主 轴信号,大盘转一个工位,编码器则旋转一周。
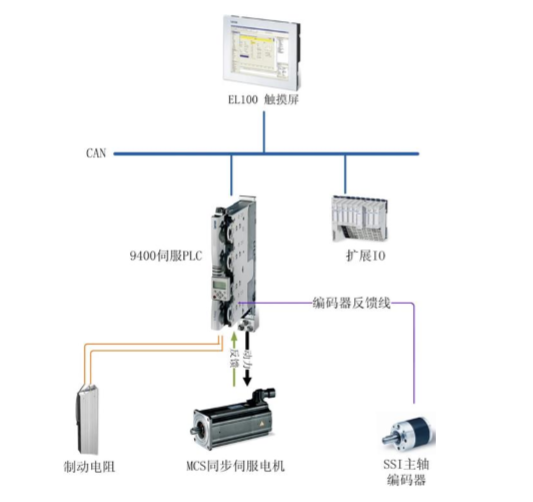
图 1 系统配置图
由于系统需要高动态响应,执行电机选用Lenze高性能 MCS同步伺服电机。电机在运 行过程中会产生发电能量,9400伺服PLC驱动器外接一个制动电阻。
9400伺服PLC驱动器通过集成的CAN接口与触摸屏进行通讯,扩展IO接口通过CAN 总线与 9400 伺服 PLC 相连。
4.3 为实现的主要功能
1) CAM 曲线在线计算
在画面上输入关于瓶子形状的特征点,9400 伺服 PLC 程序中即可根据瓶子形状特征点 得出瓶子形状体积模型,然后根据瓶子体积、灌装速度、大盘SSI编码器角度计算出通用曲 线方程,离散化得到计算CAM曲线。
2) CAM 曲线计算错误保护
由于在灌装过程不允许电机倒转或者暴冲,CAM曲线的计算结果需要进行容错检查。
a) 特征点坐标值输入错误检查;
b) 灌装曲线趋势检查;
c) 检查计算结果相邻点之间值是否跳变过大,以防止电机出现暴冲现象。
3) CAM 曲线在线切换
在生产线灌装过冲中,使用 CAM 曲线在线切换功能,实现不停机切换灌装不同的瓶子。
4) Lock to CAM 功能
运行 CAM 曲线前,电机可能在任意位置。为防止投入CAM曲线运行瞬间电机出现暴 冲现象,可采用以下办法:投入CAM曲线运行命令后,先将电机位置自动定位到CAM计 算曲线对应的位置,定位完成后再自动运行CAM曲线。
5) 转矩补偿
在外部惯量较大时,可以采用转矩补偿。由于电机运行时,外部负载为固定值,且负载 方向一直向下,可以等同为位能性负载。伺服控制器驱动电机带动杆上升时,需要加上此负 载对应的转矩量;电机带动杆下降时,则需要减去此负载对应的转矩量。
5 Lenze 的亮点
1) 高精度的伺服PLC 驱动器,32位处理器,具备极高的运算及控制精度,程序扫描时 间可达 1ms;
2) 除具备9400伺服驱动器特性外,还兼容PLC功能。一台9400伺服PLC可替代PLC+ 伺服驱动器的组合,减少成本,性价比较高;
3) 可执行公式生成的计算CAM曲线或者固定CAM曲线,CAM曲线之间可进行在线 切换;
4) 兼容第三方设备的Profibus DP、ProfiNet、EtherCAT等常用的通讯;
5) 外围可扩展 IO 端口。
6 结论
9400 伺服 PLC 驱动器除具备高精度伺服控制的特点,兼具PLC 的功能,支持ST、FBD 等多种编程语言,还可以进行外围IO 扩展,具备较高的性价比。此外,还可以实现在线 CAM 曲线计算、固定CAM曲线与计算 CAM曲线的切换等多种功能,对于灌装设备技术水平的 提升有着重要的实际应用意义。
