1 引言
医药小丸包衣制粒机是用于实验室或小批量生产小丸颗粒的制药设备。由于实验室原有的控制系统使用的是十年前的人机界面和PLC,故其硬件均已老化,性能下降,在运行的过程中经常出现死机、黑屏、重启动,甚至某些画面参数不能修改;同时由于无相应的PLC编程器、编程软件和人机界面软件,因此可维修性也差。为了解决这些问题,我们采用奥越信200PLC和北京亚控公司的组态王6.05工控组态软件的控制方案对小丸包衣制粒机的控制系统作了改进。
2 小丸包衣制粒机系统组成
小丸包衣制粒机系统组成如图1所示。小丸包衣制粒机是专门用于实验室或车间小批量生产的。药粉或类似的物料能在流化床中进行干燥、制粒以及包衣等过程。流化床物料容器底部装有筛网,药粉或小丸颗粒等类似的物料被盛放在筛网上。流动的空气经过滤处理后经容器底部的筛网向上流过,当流速达到一定速度时,颗粒(药粉)就会被空气托起,床内粒子就开始流化起来,形成流化床。流化床内的颗粒(药粉)在容器中剧烈搅动,并延伸到容器的扩展区,细微的粉末或轻微的颗粒则被粘附在袋式过滤器上。为了防止袋式过滤器的堵塞,控制滤袋升降的气缸会有一个间歇的抖动操控。空气经过袋式过滤器、控制风量大小的风门和风道被风机引出室外的大气中。在这个过程中,流化床容器内的微粒能完全充分的与空气流接触,并且搅动剧烈,因而能够很好的完成充分干燥,良好制粒,精致包衣等制药过程
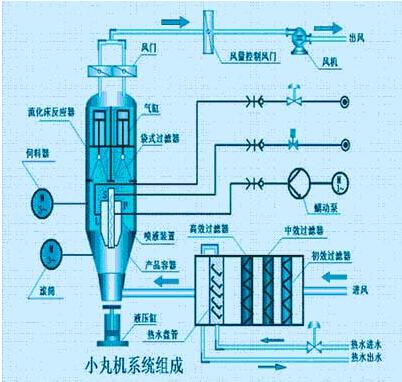
图1 小丸包衣制粒机系统组成
3 系统主要控制要求
小丸包衣制粒机操作的基本控制要求包括五个方面。
(1) 产品温度控制
通过控制进风温度来控制产品温度。进风温度控制精度为±3℃,产品温度控制精度为±2℃。
(2) 进风风量的控制
控制精度为±40m3/h。
(3) 雾化压力的控制
即喷液装置喷射压力的控制,控制精度为±0.1bar。
(4) 密封压力的控制
产品容器必须与扩展仓密封,形成一个密闭的流化床反应器。采用油压装置进行密封,密封压力在35-70bar之间。
(5) 滤袋的抖动控制
抖动有单滤袋抖动和双滤袋抖动,有手动抖袋和自动抖袋。
4.1在满足控制要求的前提下,控制系统硬件设备的选择应该追求最佳的性能价格比。由于该机器的使用频率不高,平均每月一次,同时环境良好,因此采用PC+PLC的控制方案。当机器不用时,PC机可作它用。换句话说,利用公用PC机即可作人机界面。
4.2 PLC硬件配置
根据前面对控制系统的要求,选用奥越信200系列PLC。OYES-200系列PLC体积小,重量轻、安装方便、功能齐全、配置灵活、运行可靠、编程简单,具有可观的经济性和更强的适应性,完全可以满足上述控制要求。
4.3 人机界面组态软件
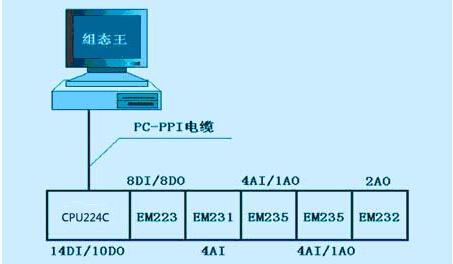
组态软件选择北京亚控公司的组态王6.05。这是一款具有易用性、开放性和集成能力的通用组态软件。组态王使用简单,适合各种简单和复杂的任务。只需要进行填表式操作,即可生成适合于用户的“监控和数据采集系统”,可有效用于控制自动化过程, 组态王6.05版是在Windows2000的平台上运行的,因此选用组态王是较为完善和方便的选择。整个控制系统的构成如图2所示
5 系统硬件设计
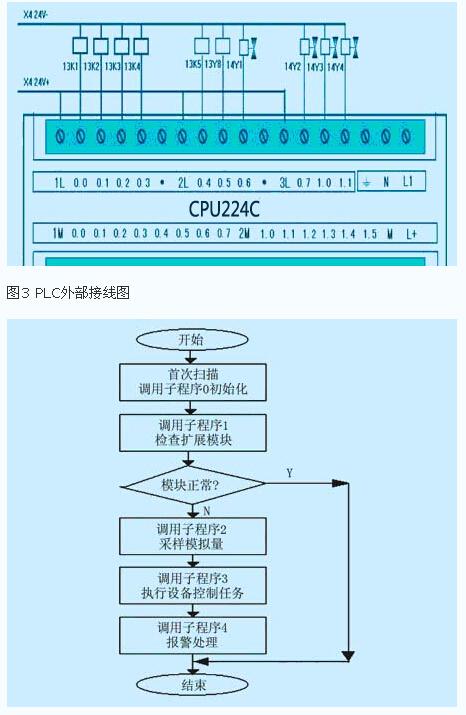
控制系统选用奥越信200系列PLC,选用了中央处理单元模块CPU224C、奥越信数字量扩展模块EM223、模拟量输入模块EM231、模拟量输出模EM232、模拟量输入输出模块EM235。其中的中央处理单元模块CPU224C外部接线图如图3所示.
6 系统软件设计
6.1 PLC程序设计
主程序框图如图4所示,其中子程序0为初始化程序,子程序1为检查扩展模块是否正常,子程序2为模拟量采样子程序,子程序3为对各执行设备输出的采样,子程序4为对各被控量和执行设备异常的报警子程序。由于篇幅所限,各子程序框图在此从略.
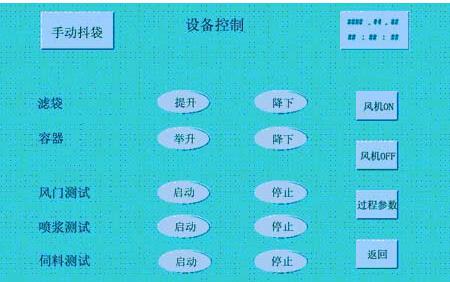
图5 设备控制画面
7 结束语
由于奥越信200系列PLC具有方案多、配置灵活、接线简单、安装方便、抗干扰性强等特点,同时与同类的产品相比性价比高,很好的满足了此系统技术上的要求。新系统人机界面友好(全中文界面),操作简单快捷,运行可靠稳定,受到业主的好评。
