玻璃在成形时,由于受到工艺的影响,不可避免的会出现气泡和结石等瑕疵。由于玻璃的幅宽一般比较大而瑕疵大多数比较小,并且玻璃在压延时一般是连续的。这就给人工检测带来了极大的困难。近年来以图像处理技术为基础的机器视觉技术恰恰可以解决这一问题,机器视觉主要是采用计算机来模拟人的视觉功能,从客观事物的图像中提取信息,进行处理,并加以理解,最终用于实际检测、测量和控制。那么维视图像为您介绍玻璃表面检测系统是如何运作的,他的结构和原理是什么。
检测系统的基本结构
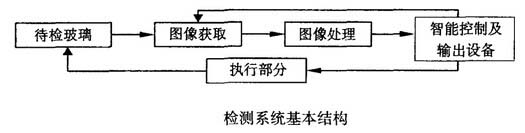
基于机器视觉的玻璃表面缺陷检测系统包括图像采集部分、图像处理、输入输出部分、智能控制及机械执行等几个部分构成。
起具体工作过程为:讲待见玻璃置于尽可能均匀照明的可控背景前(可采用维视图像背光源BL100R),智能控制系统给图像获取模块发出控制信号,摄像机获取到的玻璃表面缺陷图像经过图像采集卡把图像数据采集到计算机内存,利用研制开发的玻璃表面缺陷图像处理鱼测量软件,实现对玻璃表面缺陷的检测,最后通过输出设备输出检测结果。
系统检测原理
玻璃表面缺陷检测是采用先进的CCD成像技术和智能光源。系统采用背光式照明,即在玻璃背面放置背光源,光线经待检测玻璃透射进入摄像头。
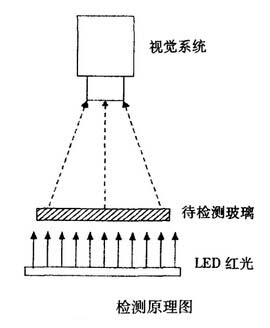
光线垂直摄入玻璃后,当玻璃中没有杂质时,出射的方向不会放生改变,CCD摄像机的靶面探测到的光也是均匀的;当玻璃中含有杂质时,出射的光线会发生变化,CCD摄像机的靶面探测到的光也要随之改变。
玻璃种含有的缺陷主要分为两种:一是光吸收型(例如沙粒,夹锡夹杂物),光透射玻璃时,该缺陷位置的光会变弱,CCD摄像机的靶面上探测到的光比周围的光要弱;二是透射型(如裂纹,气泡等),光线在该缺陷位置发生了折射,光的强度比周围要大,因而CCD摄像机的靶面上探测到的光也相应增强。

经玻璃表面缺陷图像处理后与人工检测相比较,机器视觉检测系统检测精度高,连续性好评价客观。