吹膜机是一种将塑料粒子加热融化并吹成薄膜的设备,主要由吹膜和收卷两部分组成。其中收卷部分的作用是将吹制出的薄膜卷取成卷,并使成卷的薄膜平整无皱纹, 卷边整齐, 卷轴上的薄膜要松紧适中,以防止薄膜拉伸变形,保证质量,因此收卷时必须采用恒张力控制。目前行业内主要使用力矩电机来实现上述控制,但在使用过程中存在着需手动调节,操作不方便,长时间运行时力矩电机发热较高,其控制器较易损坏,可靠性不高的缺点。本文拟结合四方V560变频器,介绍一种针对吹膜机收卷的恒张力控制系统,在保证收卷工艺的同时可显著提高设备的操作简易性和可靠性。
吹膜机收卷工艺介绍
1.在整个收卷过程中都必须保持恒定的张力,且无需人工调节;
2.空卷启动时不能张力过大,防止薄膜起皱,满盘运行时不能张力过小,防止薄膜卷取过松;
3.系统响应灵敏,加、减速过程中能够根据前级速度及张力的变化快速调节,保证张力恒定;
4.要求将张力量化,即能根据不同薄膜生产的工艺要求来设定张力大小。
针对以上的几点要求,利用V560变频器设计了如下的控制系统。
控制方案
如下图1所示,收卷的恒张力控制,是由系统中的张力传感器输出电压信号回馈给变频器的PID控制系统,经过PID控制器的自动运算,变频器改变输出频率从而调节收卷电机的运行速度以维持张力恒定。实际上,这是一种直接张力控制方式,因为PID的调节是基于张力传感器反馈值进行运算的,其反馈值的大小直接反应了收卷过程中张力的大小,所以可实现恒张力控制的要求。

图1
系统原理框图、接线图及控制原理说明
系统原理框图如下图2所示:
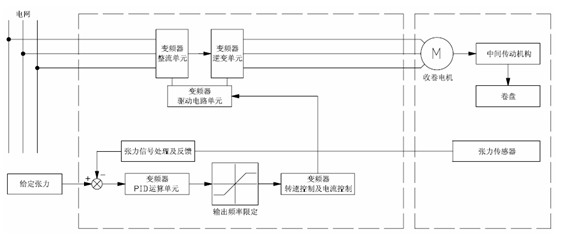
图2
系统接线图如下图3所示:

图3
系统采用闭环矢量模式,将PID输出作为转矩给定。张力传感器的反馈信号接入模拟输入AI1(0~10V),将期望的张力值按百分比设定为PID给定值。系统运行过程中始终将反馈信号与给定值做比较,PID控制器根据其差值自动运算,以PID的输出值来确定电机当前的输出转矩,从而改变变频器的输出频率以调节收卷电机的转速,保证收卷过程中薄膜张力的恒定。
变频器参数设置表:
|
功能代码
|
名称
|
出厂值
|
设定值
|
|
F0.0.09
|
电机类型与控制模式选择
|
0000
|
0010
|
|
F3.0.00
|
多功能输入端子DI1
|
0
|
15
|
|
F3.0.01
|
多功能输入端子DI2
|
0
|
16
|
|
F3.0.02
|
多功能输入端子DI3
|
7
|
22
|
|
F7.0.00
|
过程PID功能选择
|
0000
|
0102
|
|
F7.0.02
|
过程PID设定通道1
|
0
|
6
|
|
F7.0.13
|
与100%反馈对应的模拟反馈量
|
5.00
|
2.5
|
|
F7.0.17
|
比例增益
|
2.0
|
0.1
|
|
F7.0.18
|
积分时间
|
20.0
|
5.0
|
|
F8.3.39
|
转矩控制模式选择
|
0
|
1
|
|
F8.3.40
|
转矩指令通道选择
|
0
|
7
|
|
F8.3.45
|
正向转速限制数值
|
1500
|
750
|
|
F8.3.46
|
反向转速限制数值
|
1500
|
750
|
|
F8.3.47
|
转矩设定限制设置
|
0000
|
0202
|
|
F8.3.48
|
最小转矩限定1
|
-200
|
-100
|
|
F8.3.49
|
最小转矩限定2
|
-200
|
-100
|
|
F8.3.50
|
最大转矩限定1
|
200
|
10
|
|
F8.3.51
|
最大转矩限定2
|
200
|
100
|
|
F8.3.52
|
转矩零点偏置
|
0.0
|
5.0
|
|
FF.0.00
|
FF配置参数锁定功能
|
0000
|
0001
|
|
FF.0.01
|
虚拟输出节点定义(SDO1)
|
0
|
57
|
|
FF.0.02
|
虚拟输出节点定义(SDO2)
|
0
|
57
|
|
FF.0.09
|
虚拟输入功能定义(SDI1)
|
0
|
35
|
|
FF.0.10
|
虚拟输入功能定义(SDI2)
|
0
|
36
|
结束语
本文介绍了一种基于四方V560矢量型变频器的恒张力收卷控制系统,该方案可使收卷过程中薄膜张力非常稳定,并能根据前级速度及收卷过程中张力的变化自动调节,对于具有多个收卷系统的机型还可实现相互间的平稳切换,整个系统运行稳定可靠,目前已成功的应用于多个吹膜机收卷系统中。
