Danfoss FC302 inverter applications in take-up torque control of tubular stranding machines
摘要:本文介绍了丹佛斯FC302变频器,配合编码器进行闭环转矩控制,在管式绞线机的收卷装置上的应用;并简述了开发过程。
关键词:丹佛斯变频器 FC302 转矩控制 管式绞线机
Abstract: This article introduced Danfoss FC302 inverter applications in take-up devices of tubular stranding machines with encoder to establish closed loop torque control, and its development process.
Keywords: Danfoss Inverter FC302 Torque control Tubular stranding machine
引言:管式绞线机绞线机(以下简称“管绞机”)是一种能广泛应用于各类软/硬导体线(钢绞线、铝绞线及铜绞线等)及电子线(如:电源线、耳机线等)的绞合机械设备,使多根单支导体扭成一股,达到线材的工艺要求。扭绞后的线缆往往具有很高的强度,因此就对收卷装置提出了较高的要求。
一、 工艺介绍:
管绞机的主要机械结构如下图所示:
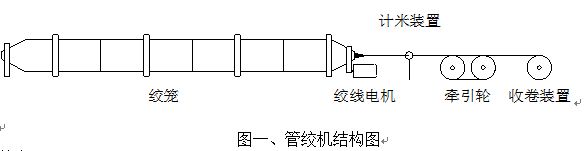
其中:
1.绞笼:内部装有放线摇篮,将要扭绞的线盘安装在摇篮上,绞笼转动将这些线缆扭绞在一起,绞笼由绞线电机带动。
2.牵引轮:在绞笼转动的同时,牵引轮根据节距(pitch)的要求,按照一定的同步系数与绞线电机保持同步。
3.计米装置:用于测量生产的线缆长度。
4.收卷装置:将扭绞后的线缆成品缠绕在线盘上。
二、 传统收卷装置存在的问题:
传统的收卷装置由力矩电机控制器和力矩电机组成。力矩电机的转速-转矩特性见图二,主要特点是在恒定电压时,输出转矩与转速有关,当转速为最大转速,即同步转速时(一般为1500RPM),输出转矩为0;转速下降时,输出转矩逐步增大;当转速为0,即堵转时,输出转矩达到最大值,即堵转转矩T0;T0的大小与电机电压有关,电压越大转矩越大。
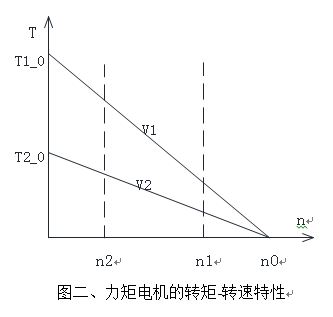
当生产线速度恒定时,开始收卷圈筒直径较小,收卷转速较快,收卷转矩T也较小,根据线缆张力F = T / R ,由于这时R也较小,所以线缆上的张力并不是很小;当收卷卷径变大时,收卷转速将变小,为使线缆上的张力保持恒定不变,理论上要求收卷电机的输出转矩变大,而转速变小时输出转矩变大,正是力矩电机的固有特性,所以当线速度恒定不变时,使用力矩电机可以近似地满足收卷张力恒定的工艺要求。
力矩电机收卷的不足之处在于:
1. 转矩控制精度较低
2. 加、减速时,由于转速较低,输出张力往往过大,需要操作员不断手动调节力矩电机控制器的输出电压来对此进行补偿,而手动调节的性能很难控制。
3. 功耗大,效率低,力矩电机发热厉害,容易引起故障。
三、 FC302收卷张力控制:
1. 系统配置
电机:加装编码器反馈的异步电机
驱动器:Danfoss FC302变频器
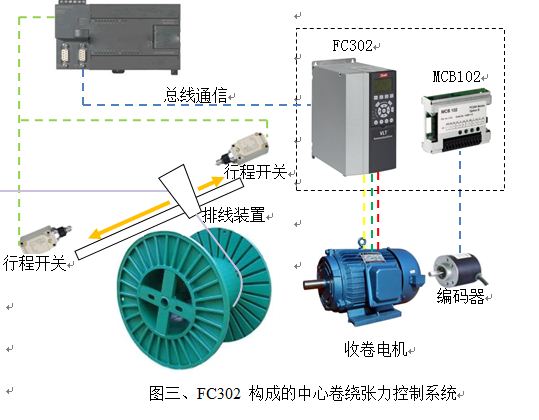
Danfoss FC302变频器支持转速闭环转矩控制,即使驱动普通异步电机,也能实现5%的转矩控制精度。PLC做收卷卷径计算,然后算出收卷转矩给定值,通过RS485串行通信口传输给变频器。整个系统的构成如图三:
2. 开发过程:
1)电机选择:
首先根据线盘和张力要求,计算所需的最大转矩,存在以下等式:
转矩 × 机械传输效率 × 减速比 = 张力 × 满卷半径
以常用的1600收卷筒为例,线筒直径为1.6 m,通常满卷直径为1.25 m,假设工艺要求张力为1900 N,减速比为45.16,机械传输效率为0.8,可推导出所需转矩为32.86 Nm,所选电机的额度转矩必须大于等于32.86Nm。
再根据线缆的线速度VLine,核算电机转速,根据公式:
VLine = πD×n / 减速比
假设生产线速度VLine为100 m/MIN,卷径为最大卷径1.25m时,可以算出电机的转速为 1150 rpm,小于电机额定转速1460rpm,满足电机满转矩出力的要求;当卷径为最小值0.8m时,可以算出电机的转速为 1797 rpm,在合理的恒功率工作区域之内。因此选择额定转矩转矩为36Nm,额度功率为5.5 kW的4极异步电机。
如果依然选用力矩电机收卷的话,则需要选用约100Nm、55A的力矩电机,电机容量将比普通异步电机大3倍。
2)卷径计算:
提高收卷质量的关键在于保持收卷张力的恒定,而张力 = 转矩 / 卷径,卷径可由传感器测得,但为了降低成本往往由PLC来计算得出卷径。收卷排线装置的两端各有一个行程开关,将行程开关的信号输入到PLC,就能在每次换向时叠加收卷卷径。理论上,每次行程开关信号触发都代表开始绕新一层,卷径增加两个线缆直径,但实际线缆为圆柱形,所以增加的卷径往往小于线缆直径,所以需要引入修正系数λ。
收卷当前卷径 = 前收卷卷径 +线径×2×λ
计算出卷径后,即可得出对应的收卷转矩。
3)变频器参数设置:
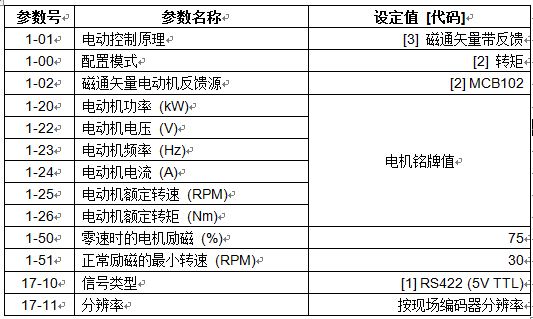
为了实现高精度的转矩控制,首先在1-**参数中正确设置电机的各个参数,还需要再进行完整的AMA(电机自适应);其它需要优化的参数还包括:转矩和电流、最高转速的限制,PID控制器的参数,通信参数,发生故障后的处理方式等。
四、 结束语:
现场实际运行过程中,收卷装置大大减少了操作员的工作量,提升了管绞机的自动化水平。系统调试也十分简单易行,得到客户的一致好评。
参考文献
[1] FC300 编程指南. MG.33.MD.41. Danfoss
声明:
本文版权为上海津信变频器有限公司所有,如需转载请注明出处。
获取更多帮助和支持,请登陆上海津信变频器有限公司网站 www.sinodrive.com 。拨打上海津信变频器专业服务中心7/24技术支持热线400-888-6560,随时与我们联系。
