一、吹塑机的概念
中空吹塑机主要是用于生产瓶、壶、罐、桶及小型异形件等各种单层、双层、(双层)可视液位线吹塑中空制品,特别适用于PVC、PE、PC、PP、PS、PA等原料的中空吹塑。中空吹塑成型机原理为“挤—吹”成型。挤出机均采用变频电机调速,既可获得大的调速范围以满足不同制品的要求,又可使挤出型坯相当稳定,以保证产品重量的统一。挤出机塑化的熔融塑料经挤出机头形成型坯,型坯进入模具压缩空气吹塑成型,即完成一个循环。目前市场上的中空吹塑机有大机型和小机型。小机型里又分单工位和双工位。双工位工作时,左右工位各完成一个工作过程算一个循环。
中空吹塑机由机械、电气、液压、气路、水路及伺服油源(选配)等部分组成。
二、系统描述
中空吹塑机采用变频电机的调速控制系统;机头及挤出机的加热与温控系统;动作程序控制系统(PLC)及相应的安全防护系统等。人机界面采用触摸屏输入。
工艺流程:机筒模头加热保温一定时间—启动挤料—调整机头调好挤出成型管坯—[启动—模架上—合模—风嘴上—电热切片切断管坯—抬模头上—模架下—风嘴下—吹气冷却成型—吹针微抽—拉底下—开模—模架上]自动循环工作。

三、控制系统设计
系统原理及配置:
工作过程:粒状或粉状的塑料经挤出机塑化达熔融状态,通过采集电子尺数据,反馈控制挤出熔料量,使熔料通过预定流速进入机头。当储料量达预定值时,机头口模打开,并根据设定的型坯壁厚曲线,调节模芯进行型坯壁厚控制。然后,将完成的制品型坯置于吹塑模腔内,模具按照设定的速度进行合模,合模时要求运动平稳,左右平衡。合模后进行吹气,型坯在气体压力的作用下紧贴模具内壁,保持压力冷却定型后开模,由机械手取出制品。
系统电气控制部分的主要配置如下:
单架机:
UN214-1AD23-0XB0 1PCS
UN231-7PH22-0XA0 1PCS
UN231-7PD22-0XA0 1PCS
UN232-OHB22-0XA0 1PCS
UN231-0HF22-0XA0 1PCS
UN222-1BH22-0XA0 1PCS
MT4404T 7寸彩屏 1PCS
18DI/30DO 12TC,2AO具体根据机器而定
双架机:
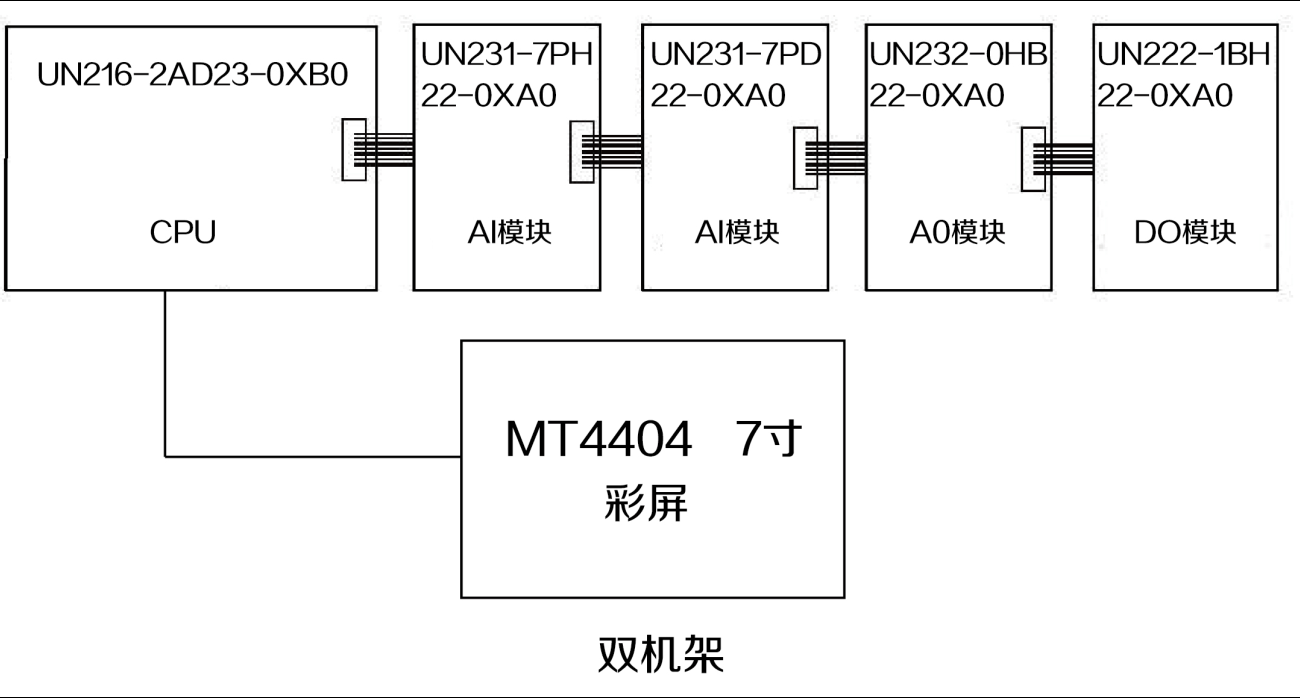
UN216-2AD23-0XB0 1PCS
UN231-7PH22-0XA0 1PCS
UN231-7PD22-0XA0 1PCS
UN232-OHB22-0XA0 1PCS
UN222-1BH22-0XA0 1PCS
MT4404T 7寸彩屏 1PCS
24DI/32DO 12TC,2AO具体根据机器而定
(1)主机采用UniMAT UN214-1AD23-0XB0(单架机)和UN216-2AD23-0XB0(双架机)控制。编程采用结构化编程理念,机器动作手,自动程序,温控程序,报警及保护控制程序,数据转换程序等分程序块。编于修改和检测程序。
(2)扩展模块全部采用UniMAT模块,温度的测量采用工业铠装绝缘K型热电偶。温度控制由UN200系列的8路热电偶模块UN231-7PH22-0XA0和4路热电偶模块UN231-7PD22-0XA0完成,模块将采集到的温度模拟信号反馈到CPU,通过CPU内部程序PID自动调节,精确控制各段温度,静态控温精度在±0.5℃;保证塑化温度恒定不变,保证塑料溶液的流动性。
(3)锁模压力由模拟量输入模块UN231-0HF22-0XA0采集,通过压力传感器实时反馈锁模时压力,确保锁模压力稳定;油路PQ阀控制,采用UN232-0HB22-0XA0控制PQ阀,方便设定每个油压动作的压力和流量。
(4)壁厚控制由UN231-0HF22-0XA0输入模块采集型坯长度和模芯间隙的电子尺反馈信号,然后通过模拟量输出模块UN232-0HB22-0XA0控制执行机构驱动伺服阀来实现。
(5)操作面板采用高清触摸屏完成整机的型坯温度、动作压力、流量,机器动作时间参数,工艺参数的设定、显示等,采用菜单式程序控制,操作简便可靠。
四、系统示意图

五、结束语
UniMAT UN200系列PLC选用ADI、TI等优质芯片,性能卓越;产品的软硬件设计符合工程师的操作习惯,简单易用;且100%满足了中空成型机的控制需要,为中空成型机生产商提供了一个极具性价比的控制系统解决方案。

