W. Muller GmbH 公司主营各种挤出机头和挤出机,主要用于使用相应的控制技术改造吹塑机。相比更换新的设备,公司的改造方案能够更快速、更经济高效地适应新产品和发挥更高的生产效率。公司选用 Beckhoff基于 PC 的控制技术用作控制平台,由于它具有良好的开放性和集成性,支持创新的挤出机头功能,可以方便地连接吹塑机。
W. Muller GmbH 公司总部坐落于德国特罗斯多夫,自 1976 年公司建立以来,在全球范围内供应各种挤出机头、挤出机及配套服务。他们的一个主要市场是吹塑机改造,为此开发的各种 Muller 挤出改造控制解决方案完善了可用的机器功能,因此它们必须是开放的,且可为连接进行定制。Beckhoff 基于 PC 的控制技术为 W. Muller 的改造解决方案提供了理想的平台,正如来自控制技术部的 James Birt 解释的那样:“对我们来说,此项控制技术的开放性和灵活性是一个很大的优点。它让我们能够将现有的机器信号和第三方供应商提供的驱动技术或温度控制集成在一起,无需花费高额成本,并且帮助我们满足了客户对各种总线系统的要求。高速 的EtherCAT 系统是我们在 2010 年选择转向使用Beckhoff 技术的主要原因之一。EtherCAT 已成为市场标准并受到所有供应商的支持。另外一个重要优点就是:300 多种 EtherCAT 端子模块和它们的高安装密度。

挤出机模头需要生产出形状、颜色和设计千变万化的吹塑最终产品

紧凑型控制柜式IPC C6920 采用双核处理器,能够同时控制加热区和壁厚
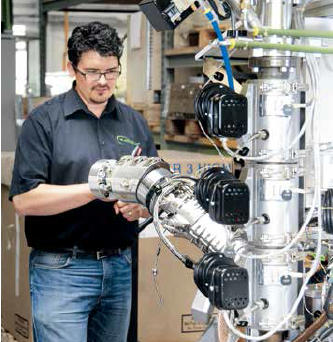
来自 W. Müller 公司控制技术部的 James Birt 在拆卸后等待运输的 CoEx-6 单链式挤出机模头前
挤出机头,任何一台吹塑机的关键组件
必须掌握的工艺复杂性通过一个当前的项目加以图示说明,W. Muller为这个项目提供了复杂的挤出平台,包括挤出机、挤出机头和相应的控制系统 — 这是一款新型吹塑机的案例。CoEx-6 挤出机头与六个挤出机配套使用,用于生产一个六层塑料绞线。术语“co-extrusion”用在将具有不同性质的不相关材料复合到一个软管中的场合,通常由于它们的一致性关系,这些材料不能结合在一起。这需要通过专用的偶联剂夹层来实现,用来形成光滑的外部和阻隔氧气或 UV 辐射的阻隔层。
根据不同的情况,在实际应用中,CoEx 吹塑配置为 3 到 7 层。典型的示例包括食品包装,如高阻隔塑料番茄酱瓶(用于延长保质期),光泽度好同时具有防划伤外层(替代玻璃材质)的化妆品瓶以及带有环保型阻隔层的矿物质储罐。James Birt 解释道:“使用多层挤塑技后,可以通过在每层使用单独的挤出机实现最佳的效果,因为在这种情况下,每个层的厚度以及塑料绞线可以根据具体的最终产品进行优化调整。壁厚控制系统在压力范围 0.6 吨到 100 吨(极端情况下)之间运行,视具体的应用,必须精确,并提供足够的性能来满足这一要求。”
可根据客户要求定制的集成式挤出机模头和挤出机控制解决方案
Muller 挤出机改造控制解决方案带有在 Visual Studio? 中创建的专用用户接口,完全基于 Beckhoff 控制技术,并有三个版本可供使用,正如 James Birt 所阐释的:“一个型号用于小型控制柜,使用一台配备Intel? Atom? 处理器的 5.7 英寸面板型 PC 控制少数几个加热区和一台挤出机。相同的面板型 PC 用在专用的改造解决方案中,用以实现壁厚控制。另一方面,我们的大型控制系统用于挤出机数量最多为 10台的挤出平台,使用的是一台 Beckhoff 的 15 英寸触摸屏面板,以及一台双核控制柜式IPC。根据具体的应用和客户要求,也可以使用一台面板型 PC。”
通过 EtherCAT 端子模块系统的端子分布,由吹塑机提供的信号作为轴和加热区信息记录下来。一般来说,每台挤出机必须使用一根伺服轴,另外一根轴用于壁厚控制。据 James Birt 所述,大部分 I/O 数据都来自热电偶:“我们的方案是使用大量独立的加热器,因为这是控制原料流动的最佳方式。控制系统中最多有 220 个加热区,虽然通常来说 50 个加热区就已经足够了,即使是大型系统。此外,还有其它的量温度控制区,如需要水冷却的进料区或阀岛区。”

挤出机模头,由六台挤出机给料,挤出一根六层的塑料绞线
控制技术进一步挖掘了开发潜力
据 James Birt 所述,现在,全电动吹塑机是未来吹塑机的发展方向,因为它们能够提高能源的有效利用率,并能够实现更好的能源回收。因此,W. Muller 的原则是使用伺服轴,并与他们自主开发的软件解决方案配套使用,降低挤出机加热阶段的能耗。通过 Beckhoff 的 EL34xx系列电力测量端子模块记录电流和电压可以进一步节约能源。控制专家 James Birt 如此说道:“现在,我们已经使用通过电力测量端子模块记录的数据来测定每个产品的能耗。未来,我们还将对这一系统进行扩展,并通过 TwinCAT 软件实现全能效管理。用户们越来越想要能源优化系统,而基于 PC 的控制加上伺服控制技术就是一个能够很好地满足这一要求的理想平台。”
操作系统从 Windows CE 转向功能更加强大的 Windows 7 Embedded,加上集成到最新一代 TwinCAT 3 软件,这些都为进一步开发提供了更多的潜力。James Birt 在阐明最新版本的 TwinCAT 软件的优点时说道:“TwinCAT 3 的使用显著提高了我们的生产效率,因为我们有广泛的集成工具可以选择。我们也想将安全技术集成到中央软件平台中,这在过去必须要在设备上单独接线。其它好处还有,由于 TwinCAT 3 还动态支持多核和 64 位操作系统,这让控制技术和可视化能够分配给两个不同的处理器内核,以最大限度地利用 CPU 性能。”W. Muller GmbH 公司控制专家如此解释道。
最近,我们借助 EtherCAT 的一个独一无二的特点实现了另一个创新:第一次,分布式时钟功能让我们能够高精度同步两根轴,以便通过以太网实现壁厚控制。James Birt 解释道:“这一挤出机头样机在相应的钢板上有两个电动控制缸用于壁厚控制,而不是通常的一个。不需说,气缸必须完全并行移动,以避免板倾斜,这会导致壁厚不精确。毫无疑问,由于 EtherCAT 的使用,这项技术已得到了顺利实施,将来,还会得到更广泛的应用。”
更多详细信息:
www.extrusionhead.com
www.beckhoff.com/plastic
