【摘要】本文以台达20PM系统为例,简单介绍数控系统20PM间隙误差补偿的方法。
【Abstract】Take Delta 20PM system as an example, this paper mainly introduces the clearance error compensation methods of CNC system 20PM.
【关键字】间隙补偿功能;定位精度;运动控制
【Keywords】clearance compensation function; positioning accuracy; motor control
由于机械电子技术的飞速发展,数控机床作为一种高精度、高效率、稳定性强的自动化加工装备,已经成为机械行业必不可少的现代化技术装置。数控机床的定位精度是影响其高精度性能的一个重要方面,因而也是数控机床验收时的一个重要项目。利用数控系统的间隙补偿功能进行调整,可以大大提高数控机床的定位精度,而电气控制系统不同,其定位精度的补偿方法也不尽相同。
台达DVP-20PM是一款专用运动控制型PLC,采用高速双CPU结构形式,利用独立CPU处理运动控制算法,可以很好地实现各种运动轨迹控制、逻辑动作控制,直线/圆弧插补控制等。

图1 运动控制器DVP-20PM00D
1 间隙检测
一般机床在出厂前都有各项性能指标的测定过程,如利用激光干涉仪测定出相关参数。当然也可以通过百分表、千分表或者扭簧表等简易设备进行现场测试,定出反向间隙的参考值。简单地测试是否存在反向间隙的方法:从起点 A 开始,沿虚线空程运动到B 点,然后以B 点为起点切割一个整圆,如果B 点处存在封口不重合,可判断X 轴机械传动存在反向间隙。用20PM编写一个测试程序如图2和图3。
启动运动程序OX1,OX1里编写两个指令,一个正向行走,然后画个整圆。
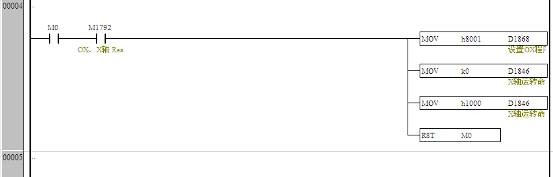
图2 测试程序
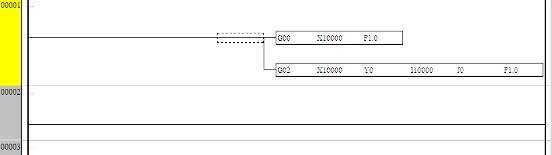
图3 测试程序
下面是用软件监控,反映实际走的图形,反映的是坐标位置。从A点出发,到B点,然后从B点走个整圆到C点,在X轴没有间隙的情况下,实际机械加工B点与C点完全重合,有间隙的情况下,会出现不能封口的现象。
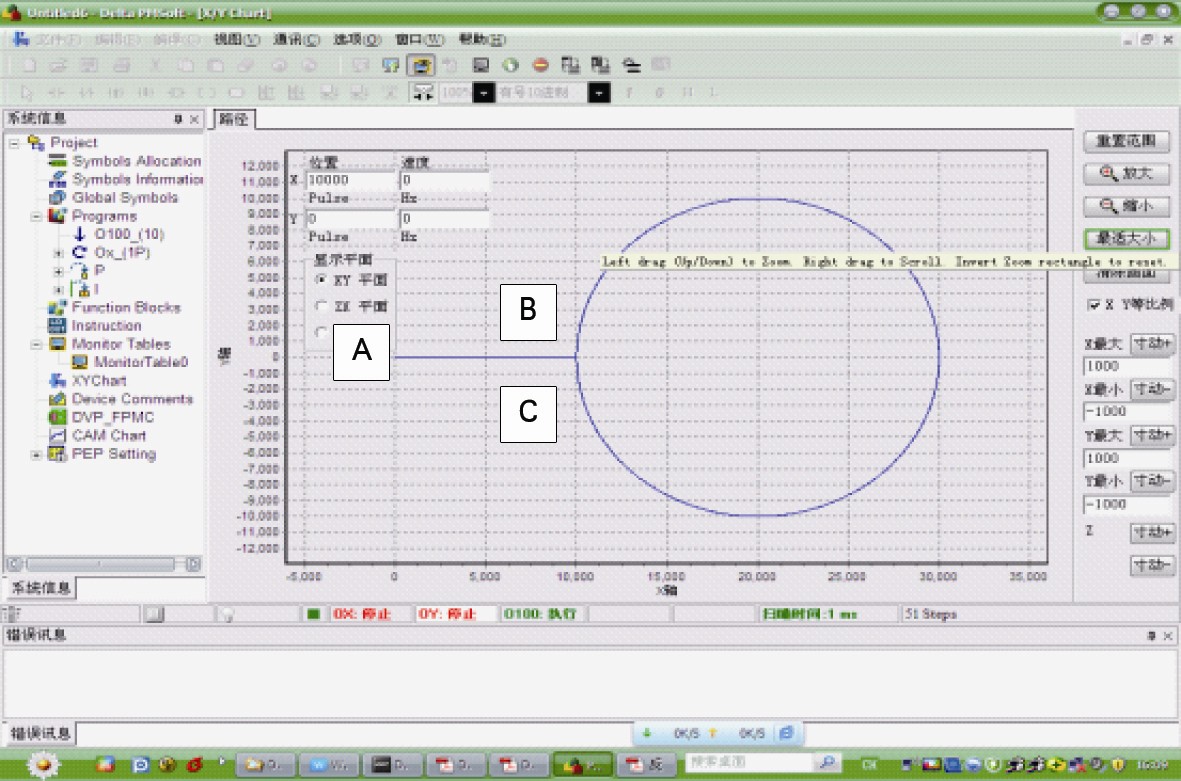
图4 软件监控界面
在上面的测试中,初始状态X轴间隙为0。中间X轴仅仅反向一次,所以能够反映实际间隙。同样的运动对于Y轴,则反映不出间隙。
反向间隙是从正向到反向或者由反向到正向的换向过程产生的,无论正向反向还是反向正向,对间隙的影响是相当的。对于刚才这个测试初始状态Y轴间隙为0,中间运动过程Y轴反向二次,在两次过程中其正向到反向间隙和反向到正向间隙抵消,所以即使曲线闭合,也不能说明没有误差,只不过误差反映在整个形状。
如果需要测试Y轴误差,同样可设置一个程序,让在初始状态归完原点的情况下,Y轴正向直走一距离,然后划一整圆。程序如图5。
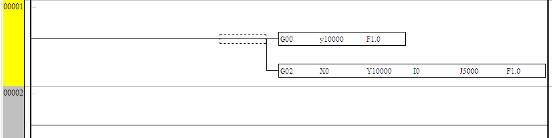
图5 测试Y轴误差程序
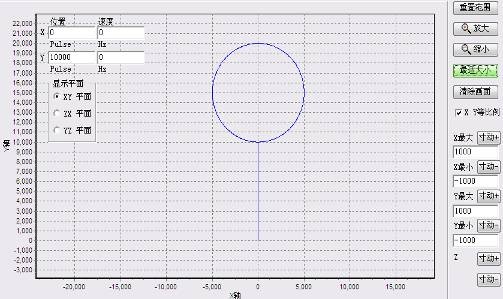
图6 坐标值显示界面
2 20PM间隙补偿实现方法
2.1通过特定寄存器设置间隙补偿值
X轴D1817,Y轴D1897,Z轴D2077。
需要注意的是这里的补偿值是以脉冲为单位,且为单字。最大补偿为+/-30000个脉冲。补偿原理是:各轴在归完原点后处于初始状态。20PM内部会检测任意一次换向,20PM内部会在换向之后,先行走补偿脉冲,然后按目标值执行。但是需要注意的是这个补偿值,在观察当前坐标位置D1848,D1928,D2008里体现不了。可以通过观察伺服,或步进驱动实际接受脉冲来观察换向补偿的位置,或者把输出接到高速计数观察。
2.2通过特殊指令实现补偿功能

通过MOVC指令补偿间隙的好处是应用比较灵活,可在程序里任意位置插入直线补偿。缺点是换向时需要自己判断写入。CNTC圆弧的圆心补偿,可针对实际测出误差,直接修改相应参数,还可以在有些刀具磨损应用中起作用,下面通过程序介绍应用指令实现直线补偿及圆弧圆心补偿的方法。图7中程序实现了正向补偿,反向不补偿的功能。
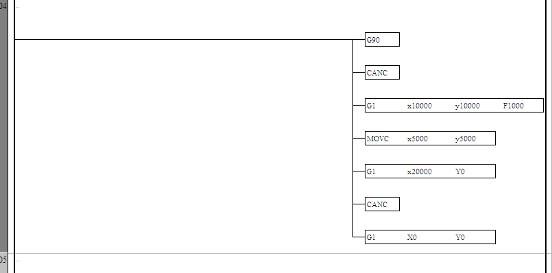
图7 正向补偿,反向不补偿程序
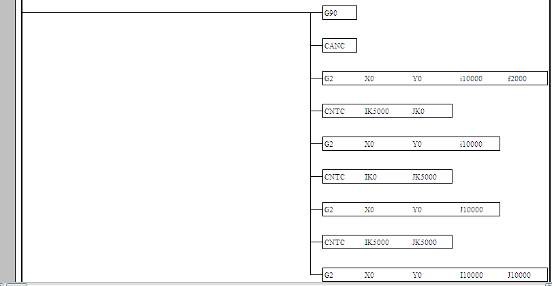
图8圆心补偿程序
图8中程序实现了对圆心的补偿功能。其运行轨迹示意图如图9,圆(1)为未补偿前所画的圆弧圆(2)为补偿X轴所画出来的圆弧,圆(3)为补偿Y轴所画出来的圆弧,圆(4)为补偿X,Y轴所画出的圆弧。
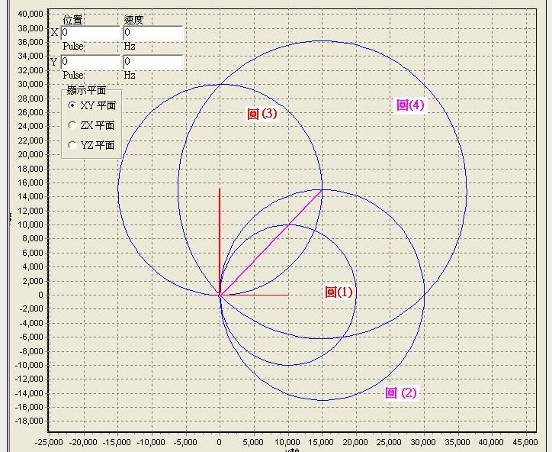
图9 运行轨迹示意图
3 结束语
20PM的间隙补偿、圆弧圆心补偿功能满足了客户对于磨床等精密系统应用的要求。
作者简介:
余强,男,出生于1969 年 12 月,毕业于安徽机电学院电气工程系工业自动化专业,曾就职于信息产业部第八研究所和科大创新股份有限公司自动化分公司工程部,现就职于中达电通股份有限股份有限公司PLC产品开发处,主要专注于PLC在自动化的高端运用,包括各类机械设备的精密运动控制及工程项目的过程控制的研究与市场开发。
