【摘要】:制浆造纸行业由于工况复杂,要求控制系统有较高的稳定性和灵活性。本文通过介绍本公司从过程控制系统到初级管理信息系统的成功应用,给同行业利用Honeywell产品搭建完整控制系统得解决方案提供参考。
【 abstract】:There are many intricate factors during pulp and paper making industry production, which requires more stabilization and compatibility. By this paper we will introduce a complete set of automation control system, from process-control to basal Information Management System,what has been put into action successfully in our mill. We hope it could give any help to building an incorporate control system with Honeywell production.
【关键词】:自动控制系统 TPA(TotalPlant? Alcont) PHD WPKS
【Keywords】: Automation control system TPA(TotalPlant? Alcont) PHD WPKS
基于造纸生产过程连续性及安全性的要求,Honeywell TPA系统提供了运行可靠性很高的PM及冗余PM过程处理模组。从2001年运行到现在的7年的时间里,因为系统处理器本身的故障导致的停机事故还没有,其中发生过的最严重的故障事件发生在控制锅炉的冗余处理器中。因为冗余模组的处理器硬件故障,导致系统总线负荷过高,通讯中断,工艺监控操作无法进行,主处理器自动控制生产运行达40分钟,经检查重新复位了冗余的处理器后通讯恢复,我们当夜联系了HONEYWELL的服务专家,进行了远程登录诊断,确定为冗余模组的处理器卡硬件故障,在HONEYWELL专家远程指导下在线更换了处理器模组,并优化了系统的软件设置,对系统中运行的GHOST等垃圾程序进行了清理,系统运行正常,幸运的是这次事故发生在生产相对稳定的工况下,工艺人员在现场加强巡视,所以并没有导致停机。通过这次事故后我们加强了对过程处理器模组的维护,定期检查处理器运行状态及备用模组的工作情况,定期删除未使用的连接,降低系统运行负荷,下载程序时检查主从模组的CRC是否一致,保证处理器能在一个正确的软件环境下运行,现在整个系统运行健康、平稳。
以下就TPA系统结构、布局及控制功能做一简介。
1.TPA 硬件组成及结构
HoneywellTotalPlant? Alcont (简称TPA)系统是霍尼韦尔公司针对制浆、造纸行业开发的集生产过程自动控制、生产设备快速逻辑控制、纸机电气传动控制系统于一体开放式自动化控制系统平台,是目前Honeywell EPKS知识专家系统的重要组成部分之一,在欧洲及亚洲制浆、造纸行业得到了广泛的应用。
1.1 TPA 系统经典结构
经典的TPA系统结构如下所示:
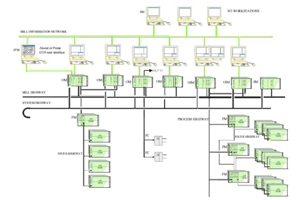
图1
每套TPA系统中,一般由两组互为冗余的OM 模块(Operation Module),1~3组OIM 模块(Operator Interface Module),多至16组的PM模块(Process Module),及每组PM 模块下多至4组的I/O 柜组构成基的TPA 系统硬件结构。还有其它诸如SM模块(Storage Module),AM (Alarm Module)等扩展模块,可以完成相应功能,可以使TPA系统功能更完善。
1.2各模块的功能及硬件组成
OM 模块作为中心处理器,主要存储系统的配置信息,用户组态的程序及操作画面,收集报警信息并输出至报警设备,执行顺序控制运算以及作为故障诊断接口。由于OM模块是相互冗余的,当某一OM有故障时,可以按照规程对该模块进行故障修复,必要时可以进行冷启动。
OIM 模块 主要功能是连接远程操作站,作为远程操作站调用OM模块内存储画面的接口,组成与OM 模块区别只是OIM 模块没有EMM NVM等存储单元。
PM 模块 作为OM下一级的控制器,主要完成测量、调节控制、逻辑、顺序、批处理过程控制功能。它用I/O与过程接口,收集现场数据,并根据从OM模块下载到本处理器的程序进行各种运算和控制,它可以执行用事件驱动的
高级语言,PM还可以储存8小时的历史趋势。PM 模块是可以冗余的,一般用于重要的区域控制。
PM模块与OIM 组成相近,他的程序都是存储在XPR 卡中,不需要额外的存储卡。区别在于它还包括一个UIX卡,用于和它连接的I/O 柜组通信。冗余型PM 还包括一个UPC卡,用于冗余PM 管理。
I/O 柜组 是PM与过程的接口,现场的信号线经端子排连接至I/O 卡,收集信息后通过IOC卡与上级PM 通讯。I/O 只负责收集生产信息而无处理功能,I/O 卡共分4种:MAI卡(模拟量输入卡)、ACO卡(模拟量输出卡)、MSI卡(数字量输入卡)和BOU卡(数字量输出卡)。卡件由IOPS 单元供电,而非LPS卡供电。
模块间通讯 是通过Honeywell模块间各HIGHWAY进行的,OM模块间是XPR卡通过System HIGHWAY实现的,OM与PM模块通信是XPR卡通过Process HIGHWAY实现的,PM 与I/O通信是由PM的UIX卡通过IOHIGHWAY
连接到I/O IOC卡实现的。
总线介质通常为冗余同轴电缆,总线通信速率1.2或4Mbit/s。总线又分为系统总线,过程总线和I/O总线。总线两端为75欧姆终端电阻,当怀疑总线故障时可以断开所有模块测量并联电阻在40欧姆左右(线阻50-100欧姆/千米)。

1.3 我公司在线运行的TPA 硬件结构及工艺组成
我公司现有3套独立运行又相互通讯的TPA 系统。
第一套TPA 应用于制浆车间及化学品制备车间。制浆车间职能是将木片通过筛选,蒸煮,洗浆,漂白等工段,生产出合格的漂白化学浆,化学品车间负责制备制浆车间生产过程中所需的化学品。该TPA 系统由2组冗余OM模块作为中心控制器、1组OIM作为化学品车间远程GUS接口模块,4组PM模块及14组I/O柜组成。

制浆化学品TPA结构图
第二套TPA 应用于纸板浆板车间。该车间主要职能是利用自产浆和外购浆生产合格的纸板和浆板产品。纸浆在纸板机上网前的浆料制备、浆料流送及化学品添加等由该套TPA控制。该TPA 由
2组冗余OM模块作为中心控制器、1组OIM 模块作为纸板干部GUS接口模块,5组PM模块及13组I/O 柜组成。该车间TPA系统与SIEMENS S7-400 系统、ABB QCS 、AB PLC等系统进行通讯。
第三套TPA 应用于碱回收车间和动力车间。碱回收车间是把制浆车间产生的黑液燃烧产生蒸汽为动力车间发电提供动力,并处理制浆过程中产生的污染气体—臭气。动力车间则为全公司生产提供电力和蒸汽。该套TPA 由2组OM模块,一组OIM模块,7组PM模块(其中3组为冗余PM模块)及16组I/O柜组成。
由于碱炉的燃烧物为易爆混合气体及重油等物质,对系统的安全级别和稳定性有更高的要求。所以PM3 PM4 PM5 3组控制碱炉的PM模块均采用冗余模块。冗余模块的优点在于当该模块XPR发生致命故障时,可以自动选择到冗
余XPR卡上,对系统运行没有影响,不会发生因为控制实效引起的安全事故。
该系统与HIMA 安全PLC 、SIEMENS PCS7、烟气检测系统等多套系统通讯。
1.4 TPA 系统硬件结构总结
TPA系统是一个开放型分布式过程控制系统。它的硬件是基于模块化的设计。模块均由卡件组成,易于安装和维护。模块间利用HIGHWAY通讯,减少了中心处理器的工作量。模块与其它系统方便的通讯,有利于公司制定在某领域内更专业的解决方案。
2.TPA 软件组成及结构
2. 1 TPA 系统软件结构及功能
从图1可以看出,TPA系统的软件有几下几部分:
DM 模块(Design Module)是程序设计工作站,包括组态工具、图形工具、系统工具,分别进行组态、文档、管理及图形设计、系统定义等功能。