【摘要】本文主要讲述台达
C2000变频器在吹膜机收卷张力控制的应用,介绍吹膜机的配置和控制工艺,以及台达C2000变频器的TQC Sensorless应用技术。
【Abstract】This article introduces mainly about the application of Delta's inverter C2000 in roll tension control of film blowing machine.
【关键词】吹膜机;C2000;变频器
【Keywords】film blowing machine;C2000;inverter
吹膜机生产的膜适用于各种薄膜包装。这种膜由于其阻隔性好,保鲜,防湿,防霜冻,隔氧,耐油,可广泛用于轻重包装。如各种鲜果、肉食品、酱菜、鲜牛奶、液体饮料、医药用品,甚至农用薄膜等。这次主要是在变频器力矩控制方式替换某日系品牌变频器的成功案例,并已取得批量出货。
1 吹膜机原理
吹膜机是将塑胶粒子加热融化再吹成薄膜,将干燥的聚乙烯粒子通过下料斗进入螺杆,然后通过螺杆将塑胶粒子向前推移,推移过程中,由于塑胶与螺杆、塑胶与机筒之间的摩擦以及粒子间的碰撞磨擦,和料筒外部加热逐步熔化。熔融的塑胶机头模口出来,经风环冷却,吹胀后经过人字挡板,和牵引滚筒压成薄膜收卷成筒。吹膜机的出料速度可达20~100m/min,甚至最高达200m/min以上。多层共挤吹薄膜机生产出的薄膜具有高透明、耐穿刺、高韧性、低温热切性佳、复合牢度佳、防卷曲性等特点。

图1 吹膜机
2 吹膜机的机械结构
吹膜机的机械结构主要由三部分组成:挤出机、吹膜定形机构和收卷机构,其结构示意图如图2。
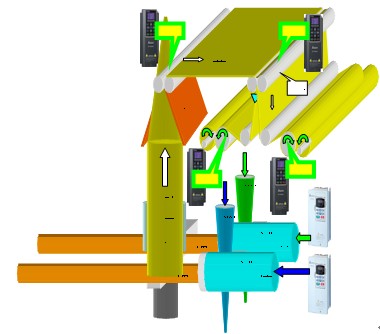
图2 吹膜机结构示意图
2.1 挤出机
主要由螺杆、加热筒、料斗、减速机及驱动电机组成,驱动电机采用变频调速,通过带动减速器使螺杆在加热筒中作旋转运动;塑胶颗粒从料斗进入螺杆加热筒,并且在被外部加热的情况下熔化,熔融的塑胶经三通过滤从模头模口挤来。
2.2 吹膜定形机构
由模头、冷却风环装置、风管、鼓风机、牵引架、人字板、牵引辊等组成,牵引辊主要是为了保证恒定的吹膜成形的拉伸速度。为了满足生产过程中对塑胶薄膜包装材料一些特殊功能的需要,将多种特性材料,如透气、防水、保温、韧性等,吹膜并共挤在一起,形成多功能的塑胶薄膜。
2.3 收卷机构
由辅助牵引辊、收料架、分切刀、收卷棍A、收卷棍B、一台辅助牵引电机和两台收卷电机等组成。辅助牵引辊的作用是对生産材料产生一个向前的拉力,以保证薄膜恒定的线速度送出;收卷棍A和B是卷取薄膜的主要机构,负责把分切好的两层薄膜分别收卷成型;而恒定的收卷力是整个收卷机构的关键,最终会影响薄膜收卷的质量。

图3 收卷机构
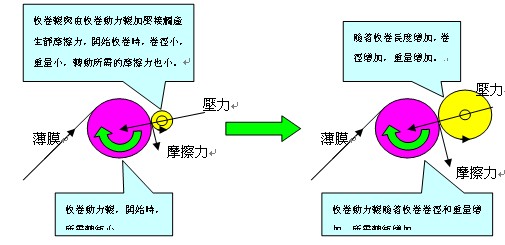
图4 收卷机构示意图
3 TQC Sensorless控制原理图
TQC Sensorless控制原理图图图5所示。
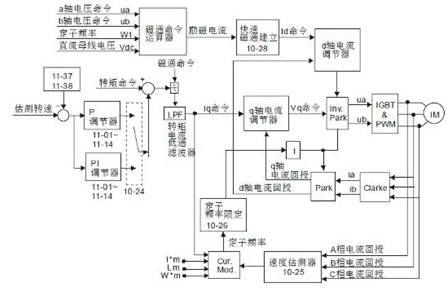
图5 TQC Sensorless控制原理
4 方案选型
表1为收卷机构选型型号。
表1 收卷机构选型型号
5 C2000变频器参数调整
5.1 主牵引辊变频器VFD037C43A
相关参数如表2所示。
表2 主牵引辊变频器VFD037C43A相关参数
5.2 辅助牵引辊(与主牵引辊传动比一样)变频器VFD022C43A
(1)脱开负载,在V/F速度模式下动态侦测电机特性:05-00=1,运行变频器,进入动态侦测。
(2)设定00-13=2,再进行“感应电机”磁通曲线动态量测05-00=6,再次运行变频器,进入磁通曲线动态量测。
(3)随后设定05-00=12,运行变频器,做电机的惯量估测,完毕后设定和确认参数,具体如表3所示。
表3 辅助牵引辊参数设置
5.3 收卷机构变频器VFD015C43A
2台收卷机构变频器VFD015C43A,设定参数与辅助牵引辊相似:
(1)脱开负载,在V/F速度模式下动态侦测电机特性:05-00=1,运行变频器,进入动态侦测。
(2)设定00-13=2,再进行“感应电机”磁通曲线动态量测05-00=6,再次运行变频器,进入磁通曲线动态量测。
(3)再把05-00=12,运行一下变频器,做电机的惯量估测,完毕后设定和确认以下参数。
表4 收卷机构变频器VFD015C43A

图6 收卷机各功能示意图
6 应用效果
在现场经过测试和参数调整后,基本满足要求。C2000变频器在客户要求的输出力矩范围内,测试静态张紧薄膜、动态全速50Hz输出、收卷薄膜材料等均能保证稳定收卷张力,没有抖动现象,因而客户对其控制效果表示满意。
7 结束语
之前我们曾经使用过VE系列变频器,加PG卡以及编码器反馈电机转速,做FOC+PG的张力控制。对此,客户反映在电机上安装编码器不方便,若购买加编码器的电机成本又相对高,而且后期的编码器若损坏维护不方便。此外,调试工作量大,难度大,对调试人员的技术要求比较高,推广困难。现测试C2000系列变频器的TQC Sensorless控制方式无需PG卡和电机编码器反馈,以及张力传感器反馈,即可实现无传感器转矩控制,参数调整少,简单易用,方便推广。既省下了张力传感器、编码器和PG卡的成本,又减少了维护成本和故障发生点,因此客户对此比较满意和认同。但这种属于开环转矩控制,用在收放卷张力控制时用户需要根据卷径和本身收放卷过程中质量变化,自行调整所需的转矩命令。C2000的TQC_Sensorless在收放卷的力矩控制功能已初步试用完成,并在当地客户小批量出货,到目前为止客户都反映效果很好。
作者简介:
林星华,出生于1974年2月,毕业于广东工业大学机电一体化专业,具有十多年的自动化领域技术和服务经验,目前就职于中达电通华南大区,负责台达PLC、HMI、AMD、AIC、ASD等机电产品的技术支持。
