作者:邓兆敏 阚宏伟 北京中科泛华测控技术有限公司
现代汽车产品的电子化和智能化是其发展的重要方向,随着汽车电子产品智能化、复杂化的发展,其生产过程的检测亦需具备灵活性,从而满足产品多样性的测试需求。
泛华测控公司针对汽车摇窗机的特点及测试要求,结合“柔性测试”技术研制出汽车摇窗机的装配测试系统,很好的把握了汽车摇窗机装配及测试所需的可靠性、精确性、适应性、灵活性及扩展性的需求。
汽车摇窗机
汽车摇窗机由摇窗电机和电子模块组成,按照安装位置的不同可分为左前门、左后门、右前门、右后门摇窗机。摇窗机的电子模块可控制电机做正向或反向旋转,从而有效控制汽车车窗的上升或下降过程。电子模块在车窗上升过程中碰到障碍物时,会做出反应控制电机反向旋转做向下运动,避免对汽车车门或人造成伤害,该反应的快慢用防夹时间进行判断,防夹时间是本系统所要测试的一个重要参数。
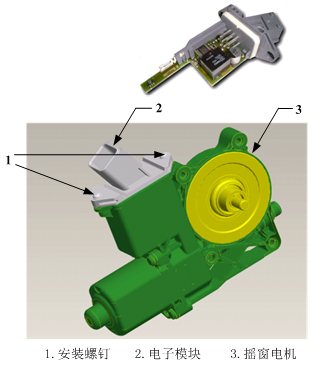
图1 汽车摇窗机
本文所述摇窗机装配测试系统主要用于对摇窗电机和电子模块进行装配,并对电机和电子模块连接腔的密封性能以及摇窗机的防夹性能进行测试。
系统测试流程
本系统是一个半自动化的设备,图2所示为自动模式下的装配测试流程,在启动自动模式前需要手动选择要进行装配测试的摇窗机类型。系统分为三个操作工位,分别实现装配、泄漏测试和充程防夹测试,每个工位独立操作,由操作人员手动将被测件放入工位夹具。
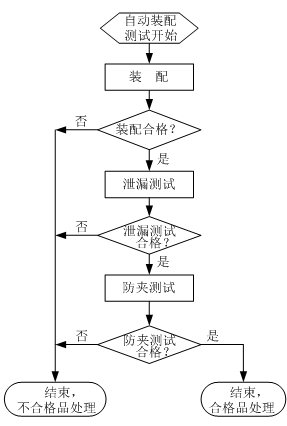
图2 自动装配测试流程
装配工位需要借助于气动螺丝刀进行手动安装,在该工位可对安装时间进行自动检测,检测不合格则视为不合格件;进行泄漏和防夹测试时,用户只需手动将被测件放入工位夹具并拉紧压紧装置,将测试接口连接上,则测试会自动进行,直到测试完成后松开夹具(测试合格件)或触摸屏提示测试不合格,对于后者,用户需在触摸屏上确认后压紧装置才能松开。
系统除具备自动操作模式外,还为高级用户提供了手动和点动操作模式。
测试系统组成
1.硬件组成
为满足摇窗机装配测试对可靠性、灵活性以及扩展性的要求,在硬件组成上采用PLC实现对整个系统的控制,硬件资源与系统构成如图3所示。系统以西门子S7-300系列PLC(集成了RS232、以太网通讯模块,16位高速DI、32位DI/DO模块)为控制核心,配以相关的外围测控设备和人机交互设备,包括泄漏测试仪、防夹测试单元、条码打印机、可编程电源、西门子触摸屏等。
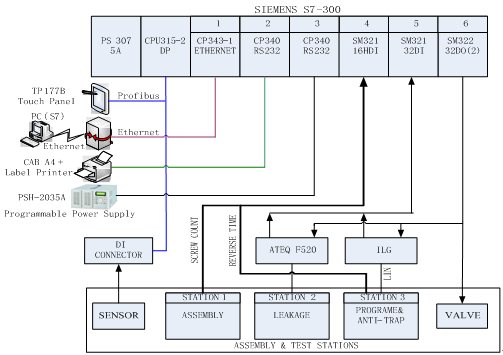
图3 摇窗机装配测试系统硬件构成
-
PLC是整个系统的控制核心,它通过Profibus总线与触摸屏通讯,实现人机交互;
-
防夹测试单元内传感器的信号以及拧螺丝计数信号由16位高速DI模块获得;
-
测试台上其它传感器信号通过支持Profibus-DP通信协议的DI Connector连接至PLC;
-
在进行防夹时间测试时,PLC通过串口RS232向编程电源发送数据,控制打开或关闭12V测试电压,并获得电机电流;
-
PLC的32位DI模块用于获取泄漏测试仪和ILG的输出信号;2个32位DO模块用于向泄漏测试仪、ILG以及测试台上的阀岛输出控制信号;
-
根据工件的不同测试结果,PLC通过串口RS232向标签打印机发送数据,控制打印不同的标签;
-
此外,PLC系统配有以太网通讯模块,通过该模块,系统能够接入互联网内进行远程维护或升级,减少了异地维护带来的不便和麻烦。
-
2.软件实现
摇窗机装配测试系统的软件设计包含两个部分:系统测控软件及人机交互软件。系统测控软件基于Step7 V5.4进行设计开发,人机交互软件使用Wincc Flexible进行设计。
其中,系统测控软件在功能实现上采用模块化的方式,特定的功能由特定的模块实现。主要的组成模块有:
该模块可以为系统关闭中断,复位各个气缸及数据区,初始化编程电源、ILG并且等待泄漏测试仪准备就绪;
控制系统当前运行模式、测试状态及报警等指示灯的变化;
检测操作面板及触摸屏上各个按钮的状态并做出相应反应;
对系统的各种硬件设备,包括气缸、泄漏测试仪、编程电源、ILG、防夹测试单元以及打印机等进行控制;
控制拧螺丝操作,并对拧螺丝安装进行超时检测;
实现系统安装、泄漏测试及防夹测试的自动操作;
实现系统安装、泄漏测试及防夹测试的手动操作;
实现系统安装、泄漏测试及防夹测试的点动操作。
人机交互软件采用Wincc Flexible进行设计,Wincc Flexible是一种应用于触摸屏界面设计的组态软件。
人机交互界面支持中英双语操作,在与触摸屏的交互使用中,可以实现用户的登录及管理,自动、手动或点动操作模式的切换等。
系统性能及典型过程完成时间
汽车摇窗机装配测试系统功能完善,性能稳定可靠、测试效率高,可满足摇窗机生产线上长时间大批量生产测试的需求。
系统针对摇窗电机结构和形状的多样性,采用夹具模块化的设计方式,适合多种摇窗机电机电子模块的装配和测试。
该系统典型过程的完成时间如表1所示:
表1 典型过程完成时间
工 位
|
过 程
|
过 程 开 始
|
过 程 结 束
|
时间 (秒)
|
|
所有
|
整个装配测试循环
|
在安装工位拿起新电机和电子模块
|
将测试完的合格/不合格件放入蓝色/红色料箱
|
46
|
|
装配工位
|
装配
|
拿起电机和电子模块
|
装配完成
|
15
|
|
密封性测试工位
|
密封性自动测试
|
放零件到密封测试工位
|
密封性测试结束
|
11
|
|
防夹测试工位
|
自动充程及防夹测试
|
放零件到防夹测试工位
|
防夹测试结束并打印标签
|
18
|
小结
综上所述,摇窗机装配测试系统具有的操作简单、自动化程度高、人性化的交互界面等特点都为操作人员带来了最大程度的便利,同时,多工位的模块化设计也为系统提高了扩展性。目前该系统已经成功在多家汽车电子企业中得到了实际应用。